
случилось так что я упустил момент слива воды и пару дней было -15 и треснул у меня чугунный блок. в районе гильзы 1 цилиндра изнутри выдавило пластину чугуна по трещине в виде буквы "П". я выломал пластину, т.к. она еще и треснула вдоль, вырезал из старой печной крышки латку и пытался ее приварить. сначала полуавтоматом с углекислотным баллоном, но из-за длины силового кабеля не хватало мощности для аппарата (подогнать катер к тому месту где недалеко от воды есть питание и туда же подогнать автомобиль с баллоном не удавалось из-за отсутствия такого места), потом варили сварочным инвертором с электродами по чугуну. приварилось, но из-за локального перегрева в месте сварки вокруг шва образовалось много трещинок. предполагаю загерметизировать их каким-нибудь материалом типа герметика или клея, стойкого к перепадам температуры - подскажите такой материал. двигатель 4Ч 10,5/13.
Наше




заклеить дырки в чугунном блоке цилинров - чем?
Автор
chainik
, 12 апр 2010 11:10
Сообщений в теме: 74
#3

Константин С
-
- Капитан
-

- 1 535 сообщений
Яхтенный капитан
- Из:Мирный (Фетхие)
-
Судно: Bavaria 350
-
Название: ANASTASIA
Отправлено 12 апреля 2010 - 11:56
Замена блока. Все эти герметики не дадут результата.
трещинки со временем будут ползти больше и больше
Это точно. Блоку полная и безоговорочная хана. Временно заткнуть можно эпоксидным герметиком, однако это часа на 4-5 работы - то есть до дома дочапать - если недалеко.
#4
chainik
-
- Капитан
-
- 1 571 сообщений
Яхтенный капитан
- Из:Россия
-
Судно: мотолодка 11х3,1 м
Отправлено 12 апреля 2010 - 12:19
тогда попробую срезать болгаркой сварочный шов, выступающий за плоскость стенки и поставить сверху крышку на болтах с прокладкой из резины или паронита на обычном герметике. существуют особенности сверления чугуна электродрелью и нарезания в чугуне резьбы?

#6
mek
-

- Капитан
-
- 3 048 сообщений
Яхтенный капитан
- Из:добрянка
-
Судно: пакрафт
Отправлено 12 апреля 2010 - 14:16
Как ни жаль,но выкидывайте и не мучайтесь.тогда попробую срезать болгаркой сварочный шов, выступающий за плоскость стенки и поставить сверху крышку на болтах с прокладкой из резины или паронита на обычном герметике. существуют особенности сверления чугуна электродрелью и нарезания в чугуне резьбы?
#9
GOLF_stream
-

- Инженер
-

- 2 271 сообщений
Яхтенный капитан
- Из:Питер
-
Судно: Л6
-
Название: Онега
Отправлено 12 апреля 2010 - 14:50
вода???? На антифризе решил съэкономить? Кроилово ведёт к попадалову. Чему тут удивляться?А она там налита во внутренний контур и охлаждает дизель.
Я уж не говорю про коррозию от воды.
#10
Maslopup
-

- Капитан
-
- 2 139 сообщений
моторист
- Из:Hangtown, CA
-
Судно: Canoe
Отправлено 12 апреля 2010 - 15:09
вода???? На антифризе решил съэкономить? Кроилово ведёт к попадалову. Чему тут удивляться?
Я уж не говорю про коррозию от воды.
Ну это вопрос к хозяину двигателя.
А вообще в судовых системах антифриз не используется. По крайней мере я не видел. На зиму открутил пробки слил контур и все, спи спокойно.

#14
chainik
-
- Капитан
-
- 1 571 сообщений
Яхтенный капитан
- Из:Россия
-
Судно: мотолодка 11х3,1 м
Отправлено 12 апреля 2010 - 16:54
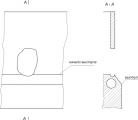
наружу и я выломал кусок стенки, так как он треснул еще и в середине, а в нижней части держался плохо, т.к. и там была трещина. образовалось яйцевидное отверстие, через которое видно гильзу. отверстие заварено вставкой, но по периметру сварного шва образовалось несколько небольших трещин.
#15
Din din
-

- Капитан
-
- 1 420 сообщений
Яхтенный капитан
- Из:Самара
Отправлено 12 апреля 2010 - 17:27
Отец у меня ст.мех на танкере, почитал и говорит "я бы подогнал заплатку из толстого металла на винтах и герметике".наружу и я выломал кусок стенки, так как он треснул еще и в середине, а в нижней части держался плохо, т.к. и там была трещина. образовалось яйцевидное отверстие, через которое видно гильзу. отверстие заварено вставкой, но по периметру сварного шва образовалось несколько небольших трещин.
#17
трубогиб
-

- Основной экипаж
-

- 632 сообщений
Рулевой 1-го класса
- Из:новосибирск
-
Судно: разные
-
Название: нет
Отправлено 12 апреля 2010 - 17:48
Ставь сверху накладку на винтах с герметиком и не парься.Раньше мы на ЗИЛах ,когда герметика не было,на сырую резину ставили.А варить надо было фирменными электродами,а нашими только с подогревом.я тоже склоняюсь к этому, см. выше. спасибо.
#18
StrangerM
-

- Модератор форума
-

- 15 683 сообщений
чужой
- Из:СПб
-
Судно: МН
-
Название: Stranger
Отправлено 12 апреля 2010 - 18:05
Диаметр сверла надо по справочнику взять под метчик, как я помню он меньше, чем для стали. А что трещинки уже текут? Что-то сомневаюсь.
Кстати, я на зиму впервые залил тосол. Посмотрим.
Сообщение отредактировал StrangerM: 12 апреля 2010 - 18:07
#19
chainik
-
- Капитан
-
- 1 571 сообщений
Яхтенный капитан
- Из:Россия
-
Судно: мотолодка 11х3,1 м
Отправлено 12 апреля 2010 - 18:33
Ставь сверху накладку на винтах с герметиком и не парься.Раньше мы на ЗИЛах ,когда герметика не было,на сырую резину ставили.А варить надо было фирменными электродами,а нашими только с подогревом.
проблема в том, что нижний край отверстия немного заходит на расширение (выступ) в блоке. в этом уширении внутри вдоль блока проходит канал воды внутреннего контура. на рисунке я конечно сильно вниз в выступ нарисовал край отверстия, но все равно пластина не сможет вплотную прижаться по всему периметру отверстия в блоке из-за выступа. предполагаю взять толстую резину (около 10 мм) чтобы она компенсировала неровность и болты м8, чтобы хорошо затянуть. только в нижней части все равно в выступ не закрутить болты, а только выше него.
Сообщение отредактировал chainik: 12 апреля 2010 - 18:36

#22
валенок
-

- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 12 апреля 2010 - 23:26
Эскиз путный нарисуйте в каком месте кусок вывалился.Трещины после сварки-св.электрод был не той "системы".Специалист для сварки чугуна не нужен-только простейшая разделка шва и сварочник пост.тока.
Сообщение отредактировал валенок: 12 апреля 2010 - 23:40

#24
валенок
-
- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 12 апреля 2010 - 23:55
Аргон не поможет и отпуск в месте сварочного шва невозможен без дополнительного нагрева в процессе сварки.Трещины в зоне сварочного шва образуются из-за "отбела" чугуна.Отбел чугуна это невозможность перехода карбида железа в физраствор углерода в железе(серый чугун) из-за высокой скорости охлаждения в зоне сварного шва.Для этого в обмазку электродов по чугуну добавлены модификаторы,обычно медные,нейтрализующие процесс отбела-последующего охрупчивания.в аргоновой среде прекрасно варится.если не допускать перегрева мотора,то отпуск в месте сварочного шва не даст о себе знать.
Сообщение отредактировал валенок: 13 апреля 2010 - 00:05
#25
катерщик
-

- Мастер
-
- 20 745 сообщений
ИМХО........
- Из:Ростов на Дону
-
Судно: катер
Отправлено 13 апреля 2010 - 00:13
тогда попробую срезать болгаркой сварочный шов, выступающий за плоскость стенки и поставить сверху крышку на болтах с прокладкой из резины или паронита на обычном герметике. существуют особенности сверления чугуна электродрелью и нарезания в чугуне резьбы?
Нормально чугун варится - просто нужно уметь.
Сверлится чугун сверлом с 0 углом режущей кромки или с отрицательным (как для бронзы). Если короче - точится под "сыпучку".
Подача должна быть маленькая, т.к. при такой заточке Вы "тела" просто не почувствуете. Стоит попробовать на старых тисках.
Нарезается простыми метчиками, только вместо масла "смазывается" инструмент керосином.
Ответить










Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 скрытых пользователей

