
Сообщение отредактировал Роман_KRSK: 11 сентября 2019 - 05:49
Наше


Качественный эпоксидный ламинат
Автор
jona silwer
, 03 окт 2012 23:32
Сообщений в теме: 1211
#1051

Роман_KRSK
-

- Основной экипаж
-

- 87 сообщений
Старший матрос
- Из:Красноярск
-
Судно: Jersey blue
-
Название: Наяда
Отправлено 11 сентября 2019 - 05:48
Про замасливатели какие они бывают понятно, на ЕЗИМе не смогли объяснить какой конкретно замасливатели, до технолога не прорваться, поэтому не стал рисковать своей лодкой. За ссылки спасибо.
#1052
ВолгоДон
-

- Капитан
-

- 2 688 сообщений
летал бы, но не выросли крылья
- Из:Сталинград
-
Судно: опять строится
-
Название: "Корсар"
Отправлено 11 сентября 2019 - 09:49
Вчера обратился в Баутекс за стеклотканью, под эпоксид, ответили что сейчас все ткани у них теперь на крахмале! Облом! Звоню на ЕЗИМ отвечают что у них конструкционные ткани на "текстильном" замасливателе, на вопрос что это такое - отвечают "что вам 100% подойдет".
Гипотетически - при совсем плохих вариантах крахмал можно выстирать кипятком,удалив из ткани получившийся клейстер. Это лучше, чем отжигать. Но лучше всего замасливатель , который дружит со смолой.
"Вам 100 % подойдет" - не всегда так, у меня было 2 из 4-х не подошли , а уверяли , что все они с любой смолой сочетаются.
Про замасливатели какие они бывают понятно, на ЕЗИМе не смогли объяснить какой конкретно замасливатели, до технолога не прорваться, поэтому не стал рисковать своей лодкой. За ссылки спасибо.
Берите образцы ткани , это 100 % , что будете знать что подойдет. По 0,5 м2 раньше высылали , и даже бесплатно.
#1053
Roman R1
-

- Основной экипаж
-
- 14 сообщений
Юнга
- Из:Москва
Отправлено 06 января 2020 - 12:56
Испытания делал стараясь по мере возможности придерживаться ASTM D790(ГОСТ 56810-2015). Образцы углепластика - ровинг Toray-T700, стеклопластик - ровинг РВМПН-1200. Кольцевые образцы формованы на разборных циллиндрических оправках с пазом, из ровингов одинаковой длины, полимеризованы при одинаковых условиях, горячие с горячими, холодные с холодными, а затем все вместе термостатировалось пару часов при ~100°С и медленно остужалось. По каждой композиции связующего и армирующего нарезалось 4-12 дуговых образцов. Фото Радиус дуг в расчете напряжений не учитывался(да простят меня прочнисты). По каждой композиции связующего и армирующего делалась серия испытаний с шагом нагружения примерно 3% от разрушающего. Далее считалось среднее арифметическое усилия разрушения и коэффициент вариации. Из среднего арифметического считалось предельное напряжение при изгибе по формуле 8,1 из ГОСТа 56810-2015, результаты сведены в таблицу.
Хочу отметить, что стеклопластик на "горячем" компаунде Этал-инжект-ТТ, получился настолько не поддающимися излому, что образцы будучи согнутыми пуансоном в параболу - выстреливали из моего испытательного стенда, проскальзывая между опорных валиков, пробивая натяжной потолок, половина испытанных образцов разрушились лишь на 20-50%, разрушение происходило по разрыву волокон наружного слоя. Образцы других стеклопластиков ломались преимущественно от сжатия с внутренней стороны излома. Углепластик на этом компаунде дает прочность на изгиб всего на 25% меньше, чем указал производитель углеродной нити в спецификации, что очень круто для жидкого компаунда. Незначительный минус - ограничен срок хранения смоляной части(полимеризуется за год), у компаунда 1440ТЭ(V) смоляная часть так-же портится за год.
Инжект-ТТ при комнатной температуре не отверждается от слова совсем. Вязкость возможно даже чересчур низкая, если использовать его на горячую, без вакуумирования ламината, то может и вытечь под силой тяжести. Но для горячей вакуумной формовки должен идеально подойти.
Этал-1440ТЭ(V) "условно холодный" компаунд, при комнатной температуре набирает прочность на отлип где-то сутки или двое(намного больше, чем заявлено в тех паспорте, не исключено, что неудачная партия). Прочность ламината при этом процентов 40, хрупкий как канифоль и легко отслаивается, далее не полимеризуется и требуется термообработка вместе с оснасткой. Но после термообработки получается пластик похожий на Инжект-ТТ по своим упругим свойствам. Цифр по нему не найду, хотя помню, что образцы вроде делал. Уверен, что не хуже Инжект-ТТ. Использовался для термостойких матриц. На сколько помню режимы отверждения удалось скорректировать до более мягких, чем указано в спецификации, т.к. мастер модель недопустимо было греть(высокий КЛТР), далее проводилась уже основательная термообработка матриц при 80-100 градусах.
Из бюджетных, уникальных по своей простоте и свойствам жидких связующих, еще в СССР разработали связующее ЭДТ-10(смола КДА + отвердитель ТЭАТ-1), к сожалению, как и все хорошее - оно горячей полимеризации. Импортный аналог ТЭАТ-1 - Tyzor TE(DuPont). Время жизни 10 дней. Используют его в авиации и ракетостроении. Лонжероны вертолетных винтов, рессоры и прочие высоконагруженные, подверженные вибрациям и ударам детали - это все его стезя. У авиаторов на форуме встречал упоминания об успешном использовании смолы Этал-370 вместо КДА для изготовления рессор, для меньшей вязкости. Обладает большой адгезией к любым полярным материалам из-за двойной природы его отвердителя. На изломе стеклопластика обычно видно преимущественно когезионный характер разрушения(торчит метла жестких ворсин, а не голые волокна), излом углепластика монолитный без трещин и сколов и на звук как керамика. В большом авиастроении еще добавляют в него дополнительно аминосилановый усилитель адгезии/катализатор АДЭ-3, чтоб максимально задействовать прочность армирующего материала.
Собственно перебор эпиталовских смоляных частей с этим отвердителем в таблице - попытка найти что-то еще менее вязкое и прочное на этом отвердителе.
До кучи в таблицу закинул тесты углепластиков на препреговые связующих и вариации их смоляной части с ТЭАТ-1, тестированные в этих-же условиях. Конечно для формовки бездеффектных образцов из препрегов нужен пресс, изб давление или хотя бы вакуум, поэтому результаты так себе. Откуда брались рецепты уже не вспомню.
Про 1440Н, 257У, Инжект-SLM ничего не пишу, т.к. все жовано-пережовано, только отмечу, что у двух последних ИМХО есть проблема с температурой стеклования, на летнем южном солнце для внешних высоконагруженных деталей применять опасно. Количественно не тестировал.
Ещё на Эпитале не так давно появилась линейка холодных компаундов Этал-200ТВ(видел у них рекламу в офисе, на сайте не нашел) и Этал-200М8, по описанию очень напоминает линейку компаундов Этал-147*, Этал-144*, или Инжект-ТТ. Эпитал позиционирует их как связующие для высокомодульных КМ. Возможно это дальнейшая эволюция 144*, 147* компаундов. Отвердители у этих 200-х компаундов так-же темные, судя по всему содержат ароматические амины в том или ином виде.
А насчет адгезии, апретирования - это интереснейшая тема, и заслуживает обсуждения. Постараюсь систематизировать мысли на этот счет по части химии, в и буду рад услышать ваши.
Какой из инжектов вы использовали в тестах? (тот что холодного, отмечен синим в таблице)
На смолу 200ТВ давно гляжу, но никогда ее не рекомендуют ихние секретари, или просто привыкли одно и тоже всем подряд совать, хотел купить на пробу, но не было в наличии... И на сайте они её не разместили, странные ребята.
Судя по рекламе у них в офисе смола то хорошая, но инфы нет
#1054
CARBoNEUM
-

- Основной экипаж
-
- 66 сообщений
Старший матрос
- Из:Смоленская обл
Отправлено 06 января 2020 - 17:35
Это был Инжект-SLM, таблицу поправил.Какой из инжектов вы использовали в тестах? (тот что холодного, отмечен синим в таблице)
На смолу 200ТВ давно гляжу, но никогда ее не рекомендуют ихние секретари, или просто привыкли одно и тоже всем подряд совать, хотел купить на пробу, но не было в наличии... И на сайте они её не разместили, странные ребята.
Судя по рекламе у них в офисе смола то хорошая, но инфы нет
#1055
Roman R1
-
- Основной экипаж
-
- 14 сообщений
Юнга
- Из:Москва
Отправлено 07 января 2020 - 01:10
Это был Инжект-SLM, таблицу поправил.
Спасибо.
Про 257у, вы пишите про стеклование при "низких" температурах, на солнце. Но в техничке на данный момент - Пластик может эксплуатироваться при температуре до 160°С после дополнительной термообработки 2 часа при Т=70-80°С.
Или без доп. обработки у него низкая термостойкость? (90 вроде).
На солнце в пекло, в машине внутри салона около 70-80 градусов, измерял пирометром. Катер белый, по идее отражает солнце.
#1056
CARBoNEUM
-
- Основной экипаж
-
- 66 сообщений
Старший матрос
- Из:Смоленская обл
Отправлено 07 января 2020 - 23:48
Я не проводил количественных тестов на теплостойкость, а только "показательные" много лет назад, с одновременным нагревом образцов стекло и углепластика, и дальнейшим изломом от руки. Лучшие результаты показали компаунды 1440Н, 1445 и 1472. Худшие результаты у 257У, Инжект-SLM.Спасибо.
Про 257у, вы пишите про стеклование при "низких" температурах, на солнце. Но в техничке на данный момент - Пластик может эксплуатироваться при температуре до 160°С после дополнительной термообработки 2 часа при Т=70-80°С.
Или без доп. обработки у него низкая термостойкость? (90 вроде).
На солнце в пекло, в машине внутри салона около 70-80 градусов, измерял пирометром. Катер белый, по идее отражает солнце.
Эпиталовские компаунды у которых температура стеклования близка к паспортным значениям - имеют отвердители темного цвета(ароматика), это как раз 1440Н, 1445 и 1472.
257У этот компаунд скорее предназначен для авиамоделистов и всевозможной декоративки/мелочевки, короткое время жизни ограничивает сферу его применения. Про теплостойкость 160°С боюсь это опечатка или враки, у меня образцы в кипящей воде (100°С) имели свойства "твердой резины", термообработка не особо помогла. Кстати на соседнем форуме rcdesign.ru недавно писали, что 257У и 2477У сняты с производства, вместо них менеджеры предлагают некий "Карбон-light".
#1057
Roman R1
-
- Основной экипаж
-
- 14 сообщений
Юнга
- Из:Москва
Отправлено 08 января 2020 - 23:04
Я не проводил количественных тестов на теплостойкость, а только "показательные" много лет назад, с одновременным нагревом образцов стекло и углепластика, и дальнейшим изломом от руки. Лучшие результаты показали компаунды 1440Н, 1445 и 1472. Худшие результаты у 257У, Инжект-SLM.
Эпиталовские компаунды у которых температура стеклования близка к паспортным значениям - имеют отвердители темного цвета(ароматика), это как раз 1440Н, 1445 и 1472.
257У этот компаунд скорее предназначен для авиамоделистов и всевозможной декоративки/мелочевки, короткое время жизни ограничивает сферу его применения. Про теплостойкость 160°С боюсь это опечатка или враки, у меня образцы в кипящей воде (100°С) имели свойства "твердой резины", термообработка не особо помогла. Кстати на соседнем форуме rcdesign.ru недавно писали, что 257У и 2477У сняты с производства, вместо них менеджеры предлагают некий "Карбон-light".
Карбон лайт у меня есть, из него инфузю карбоновые детали (авто). При нагреве тоже плывут...
#1058
победа
-

- Мастер
-

- 2 835 сообщений
Мастеровой
- Из:Астрахань
-
Судно: уффа фокса
-
Название: МОРЯНА
Отправлено 08 января 2020 - 23:40
Карбон лайт у меня есть, из него инфузю карбоновые детали (авто). При нагреве тоже плывут...
Здравствуйте - собственно уже неоднократно говорилось что продукция фирмы "Эпитал" не отличается стабильным качеством  .
.
Хотя вот совсем свежая публикация где человек доволен полученным результатом:
http://forum.rcdesig...tml#post7865945
#1059
Roman R1
-
- Основной экипаж
-
- 14 сообщений
Юнга
- Из:Москва
Отправлено 09 января 2020 - 00:21
Здравствуйте - собственно уже неоднократно говорилось что продукция фирмы "Эпитал" не отличается стабильным качеством
Хотя вот совсем свежая публикация где человек доволен полученным результатом:
Все это покрывается ценой, импортные смолы для карбона в разы дороже. Но все же мне не понятно, почему у этала так прыгает качество, ведь все про это говорят и везде, и ничего не меняется. Я использую крайне мало этой смолы, беру по 5-10 кг, но в разное время. То мухи, то песок, то цвет зеленый... то резина, то кипит раньше времени... Хотя не на глаз делаю, и опыт есть.
Сейчас пытаюсь понять, какой компаунд лучше для инфузии под лодку 4м и чтоб летом на солнце прикол не произошел...
#1060
Roman R1
-
- Основной экипаж
-
- 14 сообщений
Юнга
- Из:Москва
Отправлено 09 января 2020 - 14:13
Сейчас этал рекомендует под инфузию следующие смолы:
Этал-Инжект SL( https://yadi.sk/d/6t5NYxTNoK-dOw
https://yadi.sk/d/6t5NYxTNoK-dOw
https://yadi.sk/d/6t5NYxTNoK-dOw2,15кг-820р/кг
10,15кг-592р/кг
20кг-569р/кг
Этал-Инжект VSL https://yadi.sk/d/2iMPU2uiTVLYbg
10кг-587р/кг
20кг-569р/кг
#1061
победа
-
- Мастер
-
- 2 835 сообщений
Мастеровой
- Из:Астрахань
-
Судно: уффа фокса
-
Название: МОРЯНА
Отправлено 09 января 2020 - 23:12
Сейчас пытаюсь понять, какой компаунд лучше для инфузии под лодку 4м и чтоб летом на солнце прикол не произошел...
Вообще то хороший мастер всегда проводит входной контроль качества вновь приобретённым материалам - на выходе неожиданностей в принципе быть не должно .....
#1062
победа
-
- Мастер
-
- 2 835 сообщений
Мастеровой
- Из:Астрахань
-
Судно: уффа фокса
-
Название: МОРЯНА
Отправлено 09 января 2020 - 23:34
Сейчас этал рекомендует под инфузию следующие смолы ......
Если сразу, не дожидаясь полимеризации, переместите матрицу с отформованным изделием в печь, то разницы вообще не почувствуете - опять таки это справедливо для качественных партий.
Кстати при какой температуре и на какой смолопроводящей сетке предполагаете формовать?
#1063
Roman R1
-
- Основной экипаж
-
- 14 сообщений
Юнга
- Из:Москва
Отправлено 12 января 2020 - 18:27
Если сразу, не дожидаясь полимеризации, переместите матрицу с отформованным изделием в печь, то разницы вообще не почувствуете - опять таки это справедливо для качественных партий.
Кстати при какой температуре и на какой смолопроводящей сетке предполагаете формовать?
У меня все условия для изготовления есть, и температура различная и печь, основная работа же композиты.
Пообщался с человеком который принимал участие в создание катера sirius от эволюшн моторс, катера на эпоксидке, инфузионные.
Смола ЭТАЛ SL 8 часовая. И лучше ничего нет.
Печь не обязательно если после формовки пройдет время более 3 суток. А у меня проект с нуля.. Так что времени будет вагон, для катера можно печь соорудить по месту (колпак) с пушкой, и термопарой.
Сетка и прочие материалы вопрос вторичный, я особо не загонялся по сетке, всегда использую мягкую которая тянется хорошо. Жесткими (плотными) не пользовался, т.к. сложны в укладке и забирают много смолы.
#1064
победа
-
- Мастер
-
- 2 835 сообщений
Мастеровой
- Из:Астрахань
-
Судно: уффа фокса
-
Название: МОРЯНА
Отправлено 13 января 2020 - 22:17
Пообщался с человеком который принимал участие в создание катера sirius от эволюшн моторс .....
Очень хорошо когда в родном городе есть с кем посоветоваться на интересующую тему  :
:
https://forum.katera...s/#entry1506935
Смола ЭТАЛ SL 8 часовая. И лучше ничего нет.
И опять таки всё через печь :
Печь не обязательно если после формовки пройдет время более 3 суток.
Грубо говоря по истечению такого срока она просто бессмысленна ....
Жесткими (плотными) не пользовался, т.к. сложны в укладке и забирают много смолы.
Скажем так - на них потери составляют до 780 гр/м2 .
#1065
победа
-
- Мастер
-
- 2 835 сообщений
Мастеровой
- Из:Астрахань
-
Судно: уффа фокса
-
Название: МОРЯНА
Отправлено 13 января 2020 - 22:30
У меня все условия для изготовления есть, и температура различная и печь, основная работа же композиты.
Коли решитесь написать об том как проводилась подготовка и последующее строительство лодки - то лично мне этот рассказ будет интересен в независимости от того как и с чем Вы будете работать.
#1066
Владимир Б.
-

- Капитан
-
- 1 550 сообщений
Яхтенный капитан
- Из:СПб
Отправлено 14 января 2020 - 08:35
Печь не обязательно если после формовки пройдет время более 3 суток.
Вы определись б, что Вам надо. А то смешались в кучу - кони, люди...
Холодное отверждение и набор прочности при комнатной; отверждение и набор прочности в печке; холодное отверждение и набор прочности в печке. Это все разные смолы, разные прочностные по итогу (на холодном самые низкие); третий вариант хорош для оборота матриц. Нафига выдумывать велосипед... Толкайтесь от задачи.
Грубо говоря по истечению такого срока она просто бессмысленна
Применительно к указанному эталу - безусловно.
Сообщение отредактировал Владимир Б.: 14 января 2020 - 08:36

#1068
Владимир Б.
-
- Капитан
-
- 1 550 сообщений
Яхтенный капитан
- Из:СПб
Отправлено 14 января 2020 - 21:04
Почему?
А что это даст, если по спецификации он не требует для набора прочности постотверждения при высокой температуре (я от нее толкаюсь)?
На сайте, конечно, есть фраза "Для достижения высоких физико-механических свойств и теплостойкости требуется проведение термообработки", но это или стандартная маркетинговая фраза или нужно звонить их технологам и запрашивать и режимы графики постотверждения + сравнительные ФТХ без и с постотверждением в печи.
Сообщение отредактировал Владимир Б.: 14 января 2020 - 21:05
#1069
Roman R1
-
- Основной экипаж
-
- 14 сообщений
Юнга
- Из:Москва
Отправлено 15 января 2020 - 13:48
Я не вижу разницы между печеным и не печеным ламинатом если смола того не требует. Если он постоит от 3х суток, смола в шлангах лопается . не гнется. Все ок.
Делали и в печи,и так стоял 3 дня, и одна херня. У сикомина тоже написано, что хотите быстрые физ мех - пеките, при комнатной Т все прочности достигаются за 7 дней в точ такие же.
Не путайте со смолами горячего ОТВЕРЖДЕНИЯ и последующую полимеризацию, в печи просто быстрее набор прочности, т.к. где серийный поток, нужна скорость максимальная. имхо ну и понятно есть смолы которые без нагрева тупо не отверждаются.
у этала на всех смолах одна надпись, для использования при повышенной Т - пеките. Только не все понимают что значит использование при повышенной Т, это не значит что ламинат будет такой же ("твердый") как и при комнатной Т, но это я уже ушел от темы)
если я не прав, поправьте.
Сообщение отредактировал Roman R1: 15 января 2020 - 13:53
#1070
Roman R1
-
- Основной экипаж
-
- 14 сообщений
Юнга
- Из:Москва
Отправлено 15 января 2020 - 13:54
Коли решитесь написать об том как проводилась подготовка и последующее строительство лодки - то лично мне этот рассказ будет интересен в независимости от того как и с чем Вы будете работать.
как обрисую план всего дела так выложу потом обязательно. Сейчас все на этапе болтовни)
#1071
победа
-
- Мастер
-
- 2 835 сообщений
Мастеровой
- Из:Астрахань
-
Судно: уффа фокса
-
Название: МОРЯНА
Отправлено 15 января 2020 - 19:53
Я не вижу разницы между печеным и не печеным ламинатом если смола того не требует. Если он постоит от 3х суток, смола в шлангах лопается . не гнется. Все ок.
В качестве "экспресс теста" всегда можно прогреть участок смолопроводящей трубки хоть тем же феном до 70 гр и посмотреть как изменяться ФМС тестируемого образца .
Делали и в печи,и так стоял 3 дня, и одна херня. У сикомина тоже написано, что хотите быстрые физ мех - пеките, при комнатной Т все прочности достигаются за 7 дней в точ такие же.
Просто ограничусь вот этим графиком из листа технической информации к "Sicomin SR 8100" - в данном случае в нём исключительно про термостойкость:
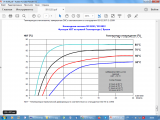
Обратите внимание - несмотря на всю условность приведённых в нём данных, показатели смолы застывшей при комнатной температуре в нём вообще не рассматриваются .....
#1072
sedoi17
-

- Основной экипаж
-
- 11 сообщений
Юнга
- Из:волжск
-
Судно: Джон бот
Отправлено 19 января 2020 - 21:18
Добрый вечер. Хочу рассписать как делал сам - на столе обклеенном скотчем растилаю черную полиэтиленовую пленку, на нее смолы - на глаз примерно. Далее раскладываю на эту смолу ткани раскроенный кусок, сворачиваю в колбаску и на солнышко. Так быстренько весь раскрой готовый колбасил. Делал так летом в жару. Излишек смолы станет вытекать с конца колбаски. Подхватываю его и обмазываю поверхность обклейки. По этому слою смолы из колбаски вижу когда смола начинает стартовать. Тут уж некогда мешкать - колбаску раскатываю на поверхность. Так как излишек смолы вытек из колбаски, ткань пропитана как надо. Из-за начала желатинизации смолы пропитанная ткань не съезжает, не течет. Опять же подготовил поверхность смолой того же замеса что и в ткани. Соответственно поверхность липкая но не течет. Все прибиваю, ничего не лохматится, воздух выгоняю нормально. Без фена делал - так как обклеивал лодку из эппс, боялся расплавить эппс. В результате ткань не плавает в смоле, а пропитана очень в меру, как мне кажется. Фактура ткани наблюдается, сама ткань прозрачная становится. Но муторно конечно.
В дальнейшем начал работать с феном - секрет просто. Фен в правой руке, в левой валик. Дуем не на валик и ткань, но и на левую руку. Гарантированно не расплавиш эппс. Ну если только с рукой.
Может кому интересно будет.
В дальнейшем начал работать с феном - секрет просто. Фен в правой руке, в левой валик. Дуем не на валик и ткань, но и на левую руку. Гарантированно не расплавиш эппс. Ну если только с рукой.
Может кому интересно будет.
#1073
Раблампы
-

- Мастер
-
- 4 999 сообщений
Каждый мастер раб своей лампы.
- Из:Воронеж
-
Судно: ---------------
-
Название: ------------------
Отправлено 19 января 2020 - 22:08
sedoi17
То, что Вы описали к ламинату имеет очень мало отношения, потому что это оклеивание поверхности. По существу вопроса, Вы всё усложнили сами себе. Попробуйте так ; плоской кистью наносить равномерно смолу на поверхность (первый слой с загустителем, аэросил, ал. пудра, тальк, но немного), выкладывать на место сухую ст. ткань, прикатывать сухим, мягким валиком и слегка подогревать феном для ускорения пропитки. Ткань должна "отдать излишки смолы и воздух" через себя вверх, если не "отдаёт" - менять на другую. Потом ещё смолу кистью, но уже без загустителя, ст. ткань... и т. далее сколько нужно. Прибивать кистью (торцевать) я бы не стал - это даст ямки на поверхности в результате. Я стараюсь больше подогревать, но на месте виднее.
Так.
#1074
Роман_KRSK
-
- Основной экипаж
-
- 87 сообщений
Старший матрос
- Из:Красноярск
-
Судно: Jersey blue
-
Название: Наяда
Отправлено 30 марта 2020 - 16:08
Добрый день! Оклеиваю стеклотканью с вакуумом. 1 слой стекла (230гр./м.кв.) смола 1440, нанес смолу валиком, уложил стекло, прикатал шпателем с феном до прозрачного состояния, затем слегка нанес валиком еще смолы чтоб закрыть текстуру ткани, далее подкладочная ткань разравниваю, синтепон, пленка и вакуум. через два дня отрываю подкладочную и получаю вот такую картину:
Вес ткани 2500гр. смолы ушло 2300. подкладочная пропиталась, лишней смолы в синтепоне почти нет. Повторю когда ткань разравнивал и пропитывал - она пропиталась и была прозрачная.
Подскажите какие мысли по поводу этих пятен? поверхность на ощупь одинаковая, ткань придавилась равномерно, слой смолы над тканью минимальный (наждачкой чуть шоркнешь-сразу ткань).
Кстати этот эффект возникает и при оклейке без вакуума (только подкладочная ткань) но в гораздо в меньших площадях. И еще, местами где смолы нанес даже с избытком - те же пятна, только смолу выдавило в синтепон.
зависимости где пятен больше, где меньше не нашел.
это критично?
Прикрепленные изображения



Сообщение отредактировал Роман_KRSK: 30 марта 2020 - 16:40

Ответить









Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 скрытых пользователей

