 На меня тогда больше всего впечатление произвел свинец.
От кевлара вроде бы отказались в аэропланах (?)
На меня тогда больше всего впечатление произвел свинец.
От кевлара вроде бы отказались в аэропланах (?)
Сообщение отредактировал Mitry: 18 января 2012 - 02:15




Яхтенный капитан

Отправлено 18 января 2012 - 10:50
Скажите, а почему лопасти должны быть гибкими? По-моему вы путаете причину и следствие. Лопасти гнутся, потому что стеклопластик не слишком жёсткий материал, а не потому, что они должны быть гибкими. Моделисты делают угольные лопасти и считают их более качественными. У буржуев тоже вроде уголь используют, не считая гибкость лопастей полезной. Правда, аккуратно, в виде слоёв, ориентированных под углами +-45гр к оси, и не в голом вида, а со стеклом в виде волокон, расположенных вдоль лопасти, чтобы было чему удержать лопасть от отламывания. Просто когда отламывается лопасть вертолёта, то это гораздо хуже, чем когда отламывается баллер руля. Потому и используют уголь во взрослых вертолётах осторожно, что прочности чистого угля, какой бы удельновысокой ни была она в лабораторных тестах, на практике часто не хватает, чтобы изделие не ломалось. А стеклу прочности хватает.
Яхтенный капитан
Отправлено 18 января 2012 - 11:10
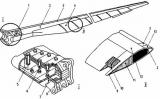
валялся когда-то на работе обрезок носка лопасти вертолета. Уголь, замкнутый контур. в передней части свинец, через него прходит трубка, и видны провода. Снаружи (передняя кромка) сталь (?). Тогда говорили что это от ка-50
Лопасти бывают и без шарниров. Стоит торсион в кожухе, за кожух лопасть тянут тяги автомата перекоса.
Сообщение отредактировал Nota: 18 января 2012 - 11:21
Яхтенный капитан
Отправлено 18 января 2012 - 15:02
подправил ссылку
....Картинка отсюда http://www.aviation....999/299/2-5.htm
Яхтенный капитан

Отправлено 18 января 2012 - 22:20
Ну, если просите...Так, что продолжаем ждать подробностей об изготовлении композитных лопастей вообще и лонжеронов в частности от "lesele".
 Вот ссылка (там об автожирах, но про вертолётные лопасти) http://www.aviajourn...003/12/04.html. Выжимка:
Вот ссылка (там об автожирах, но про вертолётные лопасти) http://www.aviajourn...003/12/04.html. Выжимка:Сообщение отредактировал lesele: 18 января 2012 - 22:21
Рулевой 1-го класса

Отправлено 18 января 2012 - 23:26
у нас в основном самолетчики, для них лонжерон - двутавр, а носок работает на кручение.Носик может быть из чего угодно. Назначение лонжерона в лопасти аналогично назначению баллера в руле.
Яхтенный капитан
Отправлено 19 января 2012 - 11:09
B ) Выкладки – из пропитанных связующим составом раскроенных полос на специальных приспособлениях изготавливается полуфабрикат, из которого собирается лонжерон с дальнейшим прессованием в жесткой наружной прессформе. В дальнейшем к лонжерону приклеивают хвостовые отсеки с сотовым или пенопластовым заполнителем
(Ка-18, Ка-26, Ка-32).
Сообщение отредактировал Nota: 19 января 2012 - 11:18
Яхтенный капитан
Отправлено 19 января 2012 - 21:51
П.С. От туда же: "Нагреватели имеют очень простую конструкцию, в качестве нагревательного элемента использован лист из 12Х18Н10Т толщиной не более 0,1 мм"
П.П.С. Ещё одна цитата : "...автор использовал свой опыт по данной тематике на Уральском филиале фирмы "Камов"."
О технологии пропитки тоже смешно написано, как он без растворителя работал, неясно, если с растворителем, то непонятно как сушил. ), "бесплатные" материалы, включая очень экзотические и дорогие ( от НИРов), типа лент из борных волокон в алюминиевой матрице, не говоря уже о плетёных и вязаных чулках из СВМ, комбинированных тканях и т.п. Приглашали какого-нибудь способного студента, он делал какую-нибудь хреновину (типа угольного колеса для велосипеда), которую везли на выставку творчества молодёжи, призы, лауреатсво, бонусы институту. То, что это колесо стоило как сто велосипедов, никого не волновало.
Яхтенный капитан
Отправлено 20 января 2012 - 10:49
.. О технологии пропитки тоже смешно написано, как он без растворителя работал, неясно, если с растворителем, то непонятно как сушил...
Матрос


Отправлено 11 мая 2012 - 07:46
Юнга

Отправлено 19 июня 2015 - 16:59
[color=rgb(0,0,0);font-family:tahoma, arial, verdana, sans-serif, 'Lucida Sans';font-size:11px;]Так, ребята, я уверен, что тут все очень опытные и у меня вот такой вопрос к вам. Как думаете стоит ли обшит "нос" углепластиком? И если да, то где можно купить этот углепластик? Просто читал много форумов и вопрос спорный, кто говроит, что да, стоит, так как он хорошо защищает констнрукцию, а кто-то говорит, что если покупать углепластик, то это не дешево и не особо эффективно. Дайте пожалуйста совет![/color]










0 пользователей, 0 гостей, 0 скрытых пользователей

Система для сообществ IP.Board
Лицензия зарегистрирована на: Журнал "КАТЕРА и ЯХТЫ"


{kind=link}