
Наше



топливный бак.
Автор
druzhinin
, 28 янв 2009 17:43
Сообщений в теме: 57
#27

SSergey63
-

- Основной экипаж
-

- 19 сообщений
Юнга
- Из:Энефргетик
Отправлено 13 июля 2009 - 20:42
стенку какой толщины делать - 2 или 3 мм? 2ка - это вообще варится(варить не сам буду, только раскрой)
[/quote]
Подобные баки варим под воду из 1,2-1,5 обязательно с отворотом и с ребрами жесткости
тогда хорошо видно качество шва и можно брать нержавейку которая действительно не магнититься и не ржавеет
фотки есть на www.snowjeep.ru
#28
Краснощеков Евгений
-

- Инженер
-

- 7 236 сообщений
Яхтенный капитан
- Из:Астрахань
-
Судно: Бударка
Отправлено 14 июля 2009 - 14:08
стенку какой толщины делать - 2 или 3 мм? 2ка - это вообще варится(варить не сам буду, только раскрой)
Подобные баки варим под воду из 1,2-1,5 обязательно с отворотом и с ребрами жесткости
тогда хорошо видно качество шва и можно брать нержавейку которая действительно не магнититься и не ржавеет
фотки есть на www.snowjeep.ru
Это зависит от целого ряда факторов. В принципе, можно сделать такой бак и из 1,5. Но это если: качество сварки высокое, давление в баке нормальное, способ крепления адекватный, конструкция без "жёстких точек", ножевых опор и пр. (т.е. спроектировано грамотно). После этого проводим испытания "с запасом" и всё.
#29
Valery
-

- Капитан
-

- 1 551 сообщений
Водкомоторник
- Из:Калининград
-
Судно: Полусамопал
-
Название: Adrenaline см. выше
Отправлено 15 июля 2009 - 01:04
Сделал заместо люминя из 2,0 нержавейки ~115л вышло. Раскроил болгаркой, выгнул там, где гнут отливы на окна, сварили аргоном. Полет по волнам нормальный. Нержавейку когда брал, сказали, что мол пищевая лучше варится.
#30
Краснощеков Евгений
-
- Инженер
-
- 7 236 сообщений
Яхтенный капитан
- Из:Астрахань
-
Судно: Бударка
Отправлено 15 июля 2009 - 12:13
Сделал заместо люминя из 2,0 нержавейки ~115л вышло. Раскроил болгаркой, выгнул там, где гнут отливы на окна, сварили аргоном. Полет по волнам нормальный. Нержавейку когда брал, сказали, что мол пищевая лучше варится.
Особое внимание - проволока должна быть из нужного материала!
#31
doom-63
-

- Капитан
-
- 1 767 сообщений
Яхтенный капитан
- Из:г.Кемерово
-
Судно: ОБЬ-М
Отправлено 18 июля 2009 - 21:55
Сделал заместо люминя из 2,0 нержавейки ~115л вышло. Раскроил болгаркой, выгнул там, где гнут отливы на окна, сварили аргоном. Полет по волнам нормальный. Нержавейку когда брал, сказали, что мол пищевая лучше варится.
А сделал бы из люминя,был бы в 3 раза легче.


#33
катерщик
-

- Мастер
-
- 20 745 сообщений
ИМХО........
- Из:Ростов на Дону
-
Судно: катер
Отправлено 19 июля 2009 - 08:39
спасибо.
уточняющие вопросы:
отвороты торцевой боковины - имеются в виду загнутые под 90 градусов края, заходящие на бока или что-то другое?
отгибы на перегородках - то же самое, но внутри бака?
может не получиться. сейчас он реально закреплен к деревянной раме на "ушах".
отводы все сверху буду делать, со сливом - не получиться, нет места. буду делать инспекционные лючки.
общий вопрос - где схемки посмотреть как делается все "по уму"?
Всё правильно понял.
"Уши" - это болтами ?
Убирай однозначно. Именно такая конструкция рвёт баки. Только хомутами.
Сегодня попробую пощёлкать фотографии 350 литрового бака под диз. топливо.
Сообщение отредактировал катерщик: 19 июля 2009 - 08:40





#37
doom-63
-
- Капитан
-
- 1 767 сообщений
Яхтенный капитан
- Из:г.Кемерово
-
Судно: ОБЬ-М
Отправлено 20 июля 2009 - 10:31
Титан,это очень не простой металл,и его надо применять там,где востребованы его свойства."Чернуха" - это то, что мне нужно.
Конечно титановый Вам лучше подойдёт.
Люмень всем хорош,но бак из него надо правильно спроектировать,а варится он начиная с 1,5 без проблемм.
Нерж. в аргоне варится не просто,а очень просто,прочности за глаза,вода в топливе пох.
А чернуха это очень плохо,лет через несколько замучаетесь менять фильтра ,забитые рыхлой ржавчиной.
#38
orca77
-

- Основной экипаж
-
- 163 сообщений
Рулевой 3-го класса
- Из:Красноярск
-
Судно: Достраиваю 15-фт.
-
Название: Думаю
Отправлено 20 июля 2009 - 16:22
У mkd при постройке "Чавы" емкости для воды и горючки эпоксидной смесью покрывались, может как вариант?А чернуха это очень плохо,лет через несколько замучаетесь менять фильтра ,забитые рыхлой ржавчиной.
#40
катерщик
-
- Мастер
-
- 20 745 сообщений
ИМХО........
- Из:Ростов на Дону
-
Судно: катер
Отправлено 20 июля 2009 - 21:56
замучаетесь менять фильтра ,забитые рыхлой ржавчиной.
http://katera.ru/for...tyle_emoticons/default/mellow.gif Странно, а я и не в курсе.
#41
валенок
-

- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 20 июля 2009 - 22:17
Это Вы наверное имеете ввиду баки из чернухи под бензин.Баки под соляру в большинстве случаев делают из чернухи и эффекта Вами описанного там не наблюдается.На судах больших и малых всю жизнь делали топливные баки и цистерны(за исключением судов некоторых пректов) под соляру из чернухи.Есть возможность-человек делает т\б из нержи и алл.,но это никчемная роскошь.При сварке аргоном требуется хорошая слесарная подгонка свариваемых торцов-И ВСЯ ПРЕМУДРОСТЬ!Титан,это очень не простой металл,и его надо применять там,где востребованы его свойства.
Люмень всем хорош,но бак из него надо правильно спроектировать,а варится он начиная с 1,5 без проблемм.
Нерж. в аргоне варится не просто,а очень просто,прочности за глаза,вода в топливе пох.
А чернуха это очень плохо,лет через несколько замучаетесь менять фильтра ,забитые рыхлой ржавчиной.
Сообщение отредактировал валенок: 20 июля 2009 - 22:29
#42
федот68
-

- Основной экипаж
-
- 393 сообщений
Рулевой 2-го класса
- Из:г.Калуга
Отправлено 20 июля 2009 - 22:33
.При сварке аргоном требуется хорошая слесарная подгонка свариваемых торцов-И ВСЯ ПРЕМУДРОСТЬ!
Угу. А мужики и не знают...
 И варют полуавтоматом в аргоне ( сварка "МИГ" ( MIG)) , особо не парясь с подгонкой поверхностей
И варют полуавтоматом в аргоне ( сварка "МИГ" ( MIG)) , особо не парясь с подгонкой поверхностей 
Вы уж, уважаемый, уточняйте - с каким типом сварки аргон применяете. ( если Вы сварщик, естественно - а не " покурить зашёл")
#43
валенок
-
- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 20 июля 2009 - 22:48
А мужики сейчас так и варят-кто какой китайский п\автомат прикупил и "тыкать" им малость научился.Применяю классический метод сварки аргоном с вольфрамовым электродом.Диплом сварного с 1987г(т.е. НЕ КУПЛЕННЫЙ).В "настоящей" аргоновой сварке качественная слесарная подгонка свариваемых кромок определяет 90% успеха-тогда и проволока присадочная не требуется(до толщин 3мм),качественный, красивый шов получается оплавлением.Насчет знают мужики или нет-НЕ ЗНАЮТ элементарного 90% МУЖИКОВ(сам занимаюсь сейчас подготовкой кадров)-СЛЫШАЛИ ЗВОН,ДА НЕ ЗНАЮТ ГДЕ ОН.P.S.А Вы уважаемый в каком году диплом сварного(с пожарным талоном)получали?Угу. А мужики и не знают...
Вы уж, уважаемый, уточняйте - с каким типом сварки аргон применяете. ( если Вы сварщик, естественно - а не " покурить зашёл")
Сообщение отредактировал валенок: 20 июля 2009 - 23:48
#44
doom-63
-
- Капитан
-
- 1 767 сообщений
Яхтенный капитан
- Из:г.Кемерово
-
Судно: ОБЬ-М
Отправлено 21 июля 2009 - 06:29
Да,я про бензин.Это Вы наверное имеете ввиду баки из чернухи под бензин.Баки под соляру в большинстве случаев делают из чернухи и эффекта Вами описанного там не наблюдается.На судах больших и малых всю жизнь делали топливные баки и цистерны(за исключением судов некоторых пректов) под соляру из чернухи.Есть возможность-человек делает т\б из нержи и алл.,но это никчемная роскошь.При сварке аргоном требуется хорошая слесарная подгонка свариваемых торцов-И ВСЯ ПРЕМУДРОСТЬ!
#45
waräger
-

- Капитан
-
- 1 081 сообщений
Яхтенный капитан
- Из:Hamburg
Отправлено 07 сентября 2009 - 13:27
В "настоящей" аргоновой сварке качественная слесарная подгонка свариваемых кромок определяет 90% успеха-тогда и проволока присадочная не требуется(до толщин 3мм),качественный, красивый шов получается оплавлением.
Не соглашусь с вами в одном,что якобы оплавлением получается качественный шов при точной подгонке.Точность это всегда приятно.Шов получается красивым,спору нет,чешуя гладка,но при тесте на излом он уступает шву проваренному с проволокой.Скажу честно,у меня нет диплома,я учился на западе в слесарке,варил цистерны для пищевой индустрии ещё будучи подмастерьем,а рядом варил сварщик детали для самолётов и машинной индустрии,ничего удивительного,просто фирма имела сертификат и выигрывала по бюджетному конкурсу,так вот он меня гонял когда я сильно увлекался и просто сплавлял кромки,без подачи проволоки.))))Я говорю о аргоновой сварке с вольфрамовым електродом.WIG))))
#46
Володя Манский
-

- Основной экипаж
-
- 311 сообщений
Рулевой 2-го класса
- Из:Красноярск
-
Судно: Амур + YAMAHA F100
-
Название: Щукобой
Отправлено 22 октября 2009 - 10:45
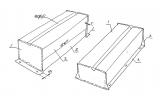
Здравствуйте,
Прошу прокоментировать сеё изделие.
На 200 литров дизтоплива.
На стенке бака со стороны кабины пикапа, у самого низа патрубок слива
отстоя и выше на 50 мм забор топлива.
Прикрепленные изображения


Ответить










Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 скрытых пользователей

