
Сообщение отредактировал ЭрЭс: 01 февраля 2010 - 15:00
Наше




Паровые машины
Автор
AMN
, 03 ноя 2006 13:31
Сообщений в теме: 2372
#726

ЭрЭс
-

- Основной экипаж
-

- 51 сообщений
Старший матрос
- Из:Йошкар-Ола
-
Судно: Прогресс-4
Отправлено 01 февраля 2010 - 14:57
Ясно. Значит исходим из того что будем лить.
Литое и выглядит лучше....
Кста про коррозию цилиндра, у нас разделывали паровозы с хранения, сколько стояли они без дела хз...но цилиндры были чистые, как вчера работавшие! Чугун...серый чугун...
#727
kkkisa
-

- Основной экипаж
-
- 745 сообщений
Рулевой 1-го класса
- Из:Киев
-
Судно: Карликовая яхта
-
Название: "Дык!"
Отправлено 01 февраля 2010 - 15:39
...но цилиндры были чистые, как вчера работавшие...
Отож... Правда, паровозы годов с 1910-ч перегретым паром работают. Может, за неделю не поржавеет (смазка на стенках останется после работы) , а перед длительным простоем консервировать нужно - см. инструкцию в сообщ. 663 здесь. Но.. меня удивляет, что не вижу системы смазки часто на басурманских стимботах, а перегрева на них нет.
Прикрепленные изображения
Сообщение отредактировал kkkisa: 01 февраля 2010 - 15:49
#728
валенок
-

- Капитан
-

- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 01 февраля 2010 - 17:00
Готовые детали от серийных изделий(ДВС в частности) будут большим подспорьем в изготовлении ПМ любителями.Сейчас все есть и все доступно-но это в подавляющей своей массе заграничный готовый товар.Если какое-то серьезное изделие заказывать на мехобрабатывающем производстве,то это практически неосуществимо-ввиду практического отсутствия такового.О серийном произ-ве речи не идет-никому такой товар(ПМ),за редким исключением-не нужен,а при мелкой серии стоимость ПМ будет заоблачной.Имелось ввиду,что будет разработана конструкция ПМ для повторения ее любителями-имеющими доступ к универсальному металлорежущему оборудованию(токарн. и фрез. станки) и простейшему литью в землю.Эти мои высказывания и пожелания прошу считать как ИМХО "самоделкина" с большим стажем.А может не делать хорошую вещь из помойки?
Может сразу спроектировать "по уму"?
Сейчас все есть и все доступно, делать сразу образец пригодный для серии, нужна то не одна и скорее всего не 10 шт....
По цилиндру мои 5 копеек...
1 вариант: труба бесшовная...но ИМХО слишком круто по прочности запасу
2 вариант: отлить блок в сборе, дешевле и "как надо" будет выглядеть
3 вариант: берем трубу вгп подходяшую.....внутрь ее сворачиваем из листового фторопласта цилиндр, шов "на ус" и протачиваем, поршень делаем из того же листового фторопласта наборным слоями, кольца силиконовые.....
3 способ выигрышней по технологичности...по трению ему равных нет... ток внешний вид не очень
Сообщение отредактировал валенок: 01 февраля 2010 - 17:59
#729
Helgy67
-

- Основной экипаж
-
- 10 сообщений
Юнга
- Из:Николаев
-
Судно: мотолодка Днепр
-
Название: Днепр
Отправлено 01 февраля 2010 - 17:27
http://www.prestonservices.co.uk/
Прикольный тоже английский сайт с фотографиями о продаже паровых машин. Есть настоящие монстры! Можно через Гугл перевети, но и так основные тех. данные понятны.
http://sudenergo.ru/...arovyiemashinyi
Здесь стаьи о развитии судовой енергетики, в частн., пармашин
http://parmashina.narod.ru/
Наверное, эта ссылка уже была. Есть как сделать машину из ДВС с сохранением основной контрукции. Мощность - 1/4 "исходника".
Прикольный тоже английский сайт с фотографиями о продаже паровых машин. Есть настоящие монстры! Можно через Гугл перевети, но и так основные тех. данные понятны.
http://sudenergo.ru/...arovyiemashinyi
Здесь стаьи о развитии судовой енергетики, в частн., пармашин
http://parmashina.narod.ru/
Наверное, эта ссылка уже была. Есть как сделать машину из ДВС с сохранением основной контрукции. Мощность - 1/4 "исходника".
Сообщение отредактировал Helgy67: 01 февраля 2010 - 17:33
#730
kkkisa
-
- Основной экипаж
-
- 745 сообщений
Рулевой 1-го класса
- Из:Киев
-
Судно: Карликовая яхта
-
Название: "Дык!"
Отправлено 01 февраля 2010 - 21:49
Подписываюсь под каждым словом поста ....Имелось ввиду,что будет разработана конструкция ПМ для повторения ее любителями-имеющими доступ к универсальному металлорежущему оборудованию(токарн. и фрез. станки) и простейшему литью в землю....
2валенок: Кстати,помните Вы вспоминали вспомогательные ПМ на пароходах? Вот по ссылке коллеги Helgy67 одна из таких - я тогда говорил, что мне масса и входное давление не нравится
 .
.2Helgy67: Спасибо за ссылки, я, например, упоённо ковыряюсь на prestonservices.co.uk
Пармашина чуть не то пропагандирует
. ПМ можно и из компрессора соорудить, но это будет "ни уму ни сердцу". А паровозы их я смотрел с удовольствием - Ж.д. - бзик с детства 
#731
S_smirnov
-

- Модератор
-

- 23 003 сообщений
Лодочный моторист - экранопланостроитель
- Из:Балахна
-
Судно: Казанка, СВП
Отправлено 01 февраля 2010 - 22:14
Когда был маленьким, у отца на работе (в Пароходстве) случайно ухватил книгу, что-то типа справочника по судовым механизмам.Подписываюсь под каждым словом поста .
2валенок: Кстати,помните Вы вспоминали вспомогательные ПМ на пароходах? Вот по ссылке коллеги Helgy67 одна из таких - я тогда говорил, что мне масса и входное давление не нравится
2Helgy67: Спасибо за ссылки, я, например, упоённо ковыряюсь на prestonservices.co.uk
Пармашина чуть не то пропагандирует
Книга начиналась с главных паровых машин, и заканчивалась вспомогательными. Местами запомнилось очень хорошо, например вспомогательные машины, привода парового шпиля, работали без расширения пара. Это позволяло получить максимальную мощность, а насчёт КПД можно было не переживать, благодаря малому времени работы машины.
Где эта книга теперь никто не знает
 последний раз я её видел на служебно-разъездном катере "Т-2" в начале девяностых, катер потом списали и продали в Москву...
последний раз я её видел на служебно-разъездном катере "Т-2" в начале девяностых, катер потом списали и продали в Москву...
#732
валенок
-
- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 01 февраля 2010 - 23:13
Вспомогательные ПМ,которые мне приходилось наблюдать,были 2х(или 3х-не помню ввиду давности лет)цилиндровые и без маховиков-с шестеренчатой передачей на шпили для якорей и т.п. лебедки.ПМ(горизонтальные) были оч.небольшого размера-не более ящика системного блока ПК.Запомнилась работа матроса на кормовом шпиле при швартовке(подтягивании)парохода к стенке шлюза.Матрос управлял ПМ двумя рычагами(как тракторист)-одним рычагом регулировал обороты количеством подаваемого пара,а вторым рычагом реверсировал машину в необходимый момент.Ссылку коллеги посмотрел-удивили несоответствия дат,авторов и приоритетов изобретений ДВС(далее смотреть не стал) и нецензурщина в графе автора этого труда.Что это такое(тот печатный труд)-не понял.Подписываюсь под каждым словом поста .
2валенок: Кстати,помните Вы вспоминали вспомогательные ПМ на пароходах? Вот по ссылке коллеги Helgy67 одна из таких - я тогда говорил, что мне масса и входное давление не нравится
2Helgy67: Спасибо за ссылки, я, например, упоённо ковыряюсь на prestonservices.co.uk
Пармашина чуть не то пропагандирует
Сообщение отредактировал валенок: 01 февраля 2010 - 23:45
#733
ЭрЭс
-
- Основной экипаж
-
- 51 сообщений
Старший матрос
- Из:Йошкар-Ола
-
Судно: Прогресс-4
Отправлено 02 февраля 2010 - 11:22
Дык вряд ли тут есть еще кто-то окромя самодельщиков...
А если "минимальный станочный парк и простейшее литье в землю", то именно это я и предполагаю...
Делать кокили или оснастку под литье по газифицируемым моделям никто и не предлагал...
В упор не вижу ни одной сложной отливки!!! И ничего сложнее координатки придумать не могу в данном проекте...
А насчет не надо никому....нуну! Игрушка такто знатная, желающих поиграться, кроме нас, нету думаете? Оч сомневаюсь....Сколько стоит подвесник приличный? А сколько их продают? А неприличных сколько? А катера под них сколько стоят? Пусть мы будем ВСЕ лить из чугуна, кг литья 40 руб....ежели заморочиться с отливкой и требованиями по качеству то дороже 60 руб все равно не будет, пусть литья у нас 200 кг в чистоте, т.е. грубо 350 кг в отливке( если по 40 лить) итого 14000р на чугун, ну пусть 20000р, закладываем еще 50000 на мехобработку, пусть все будет "официально" ну еще уйдет 10000 на покупные. Это только машина. Еще надо котел. Он весит килограм 300, тонна стали сейчас 27500р, те надо 8250р, пусть 10000р еще столько же на работу по сварке... плюс 10000р на покупные итого получаем цену вопроса грубо 110000 рублей за силовую установку, это без стоимости разработки, литейной оснастки, приспособ и разрешительной документации.....
Или кто-то рассчитывает в 5000руб "за все" уложиться??? Наивно... Или ктото считает что на котле из старых гаражных ворот можно семью везти???? Лично я котел сделаю из НОВОЙ стали и сертификат возьму и варит отдам туда где имеют лицензию на подобные работы....хотя сам могу его сварить....
ИМХО моя точка зрения...мечту жеелательно загнать сразу в рамки...чтоб не обломаться....и рассматривать мечту как план действий...
#734
kkkisa
-
- Основной экипаж
-
- 745 сообщений
Рулевой 1-го класса
- Из:Киев
-
Судно: Карликовая яхта
-
Название: "Дык!"
Отправлено 02 февраля 2010 - 12:03
Времени мало - надо поиметь совесть и бежать работать...
2ЭрЭс: ПМ - требовательнее в обслуживании (котёл!) - инструкцию читали? Не каждый покупатель ПМ, который подвесной ДВС покупает, согласится на такие "жертвы". Это игрушка "для тех, кто понимает" - дляслегка двинутых.. эээ.... энтузиастов. Любопытно многим, но для себя....
2 all: Ковыряясь в конструкциях цилиндров не смог обойти тему смазки. Коротко, что нарыл: пишут, что насыщенный пар является удовлетворительной смазкой для чугунных деталей. Пока паровозы не перешли на перегретый пар, смазочных устройств для цилиндра не было. На буржуйких катерах сейчас такое устройство тоже редкость (на фотках - еле нашёл, причём только на голубой машине чётко видно, что смазка идёт на золотник и цилиндр ). Вспомнил, что самый злой враг котла - масло в воде. Так что смазка цилиндра и конденсация (закрытая, с циркуляцией) мало совместимы. Всякие маслоотделители - сложно, капризно, ненадёжно. На машине без такой системы, или с открытой конденсацией смазка поможет продлить ресурс.
Вычитал давно в "Науке и жизни" 70-80х годов короткую заметку про мужика с паровым мопедом где-то у буржуев. Так там циркуляционная система с графитом (может в виде порошка) в воде. Подробнее не помню - я тогда малой был.
Масло цилиндровое продаётся навалом. Есть Ц11, а есть Ц52 - разработка 2003 года. Как вам - масло 21 века для паровой машины !
Сегодня могу оказаться около авторынка - покручу в руках москвичёвскую гильзу, если получится.
и бежать работать...2ЭрЭс: ПМ - требовательнее в обслуживании (котёл!) - инструкцию читали? Не каждый покупатель ПМ, который подвесной ДВС покупает, согласится на такие "жертвы". Это игрушка "для тех, кто понимает" - для
2 all: Ковыряясь в конструкциях цилиндров не смог обойти тему смазки. Коротко, что нарыл: пишут, что насыщенный пар является удовлетворительной смазкой для чугунных деталей. Пока паровозы не перешли на перегретый пар, смазочных устройств для цилиндра не было. На буржуйких катерах сейчас такое устройство тоже редкость (на фотках - еле нашёл, причём только на голубой машине чётко видно, что смазка идёт на золотник и цилиндр ). Вспомнил, что самый злой враг котла - масло в воде. Так что смазка цилиндра и конденсация (закрытая, с циркуляцией) мало совместимы. Всякие маслоотделители - сложно, капризно, ненадёжно. На машине без такой системы, или с открытой конденсацией смазка поможет продлить ресурс.
Вычитал давно в "Науке и жизни" 70-80х годов короткую заметку про мужика с паровым мопедом где-то у буржуев. Так там циркуляционная система с графитом (может в виде порошка) в воде. Подробнее не помню - я тогда малой был.
Масло цилиндровое продаётся навалом. Есть Ц11, а есть Ц52 - разработка 2003 года. Как вам - масло 21 века для паровой машины !
Сегодня могу оказаться около авторынка - покручу в руках москвичёвскую гильзу, если получится.
Прикрепленные изображения




#735
Helgy67
-
- Основной экипаж
-
- 10 сообщений
Юнга
- Из:Николаев
-
Судно: мотолодка Днепр
-
Название: Днепр
Отправлено 02 февраля 2010 - 12:12
Может, повторюсь, но очень интересная книга. Теоретически двигатели для паровых автомобилей, при известной конверсии, могут быть использованы и для катеров.
http://uploading.com...tory_1936.djvu/
http://uploading.com...tory_1936.djvu/
#736
ЭрЭс
-
- Основной экипаж
-
- 51 сообщений
Старший матрос
- Из:Йошкар-Ола
-
Судно: Прогресс-4
Отправлено 02 февраля 2010 - 12:47
Обсуживание машины само-собой....
А насчет смазки...в 21веке живем, подберем может материальчик для цилиндра-поршня смазки не требующий?!
Закрытая система энергетически более эффективна и не намного сложнее
#737
kkkisa
-
- Основной экипаж
-
- 745 сообщений
Рулевой 1-го класса
- Из:Киев
-
Судно: Карликовая яхта
-
Название: "Дык!"
Отправлено 03 февраля 2010 - 14:49
2Helgy67: Спасибо - я, редиска ©, забыл эту книгу в ссылках упомянуть 
Строим ПМ от самохода, потом конвертируем, аки дизель? Шутка юмора . Книга любопытна во всех смыслах, но копировать оттуда ПМ смысла нет - там запредельные показатели пара (перегрев и давление), и машины очень конкретно под это заточены. Ну и полная книга мыслей, как эти показатели форсировать дальше. Но полезных знаний, и просто интересных мелких идей - навалом, если читать внимательно.
. Книга любопытна во всех смыслах, но копировать оттуда ПМ смысла нет - там запредельные показатели пара (перегрев и давление), и машины очень конкретно под это заточены. Ну и полная книга мыслей, как эти показатели форсировать дальше. Но полезных знаний, и просто интересных мелких идей - навалом, если читать внимательно.
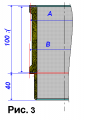
2ЭрЭс: Согласен. Строго говоря, я вижу ваще одну деталь, которую обязательно нужно отливать - блок цилиндра (и ту отдельные психи из куска иногда фрезеруют). Раму, например, я мог бы и сварной красиво сделать. Стойки-опоры и крейцкопф можно изготовить литыми из чугуна (как на первой картинке), но можно и сборными из точёных и фрезерованных деталей, как на второй картинке (внешне мне такие машины нравятся больше всех ).
Вопрос "кому это надо массово" поднят рановато (я таки не верю в массовость здесь, но это, как понимаю, моё личное горе ). Пока ничего нет - и на этом этапе думать о коммерции - верный способ убить работу на корню. Неоднократно проверенно, увы. Мелкая шпилька насчёт коммерческого сравнения с ДВС: сравнивать вес, цену, объём обслуживания, удобство в эксплуатации корректно со стационаром мощностью 4 л.с. на валу  .Считать деньги самодельщику на ВСЮ работу (неважно, на какую)- пустое занятие. Общая сумма или страшная получится, или неправдивая . Со временем - то же самое. Главное - сколько человек может потратить ЗА ОДИН РАЗ. Самодельщик ведь как обычно работает? Напали деньги - подкупил материалов, есть время - строит.
.Считать деньги самодельщику на ВСЮ работу (неважно, на какую)- пустое занятие. Общая сумма или страшная получится, или неправдивая . Со временем - то же самое. Главное - сколько человек может потратить ЗА ОДИН РАЗ. Самодельщик ведь как обычно работает? Напали деньги - подкупил материалов, есть время - строит.
В своих подсчётах вы сильно завышаете вес установки (предлагаемых мной моделей) - аж страшно такую бандуру себе представить. Басурманские аналоги машины весят 50-70 кг, котлов - под 100. Ну рама для них общая ещё 50, да всякая вспомогательная фигня 50-100, а может и меньше. Правда, в последнем пункте цветмета хватает - там цены от чугуна чуть отличаются...
Абсолютно поддерживаю Ваш подход к изготовлению котла - я уже распространялся об этом. Ну, в общем, держим мечту в рамках.
Хотелось бы узнать Ваши идеи насчёт современных материалов в ЦПГ - у меня с этим нифига не складывается. Зеркало цилиндра однозначно должно быть твёрдым, а поршень - жёстким. Если оставить металлические цилиндр и поршень, а кольца сделать из чего-то "модного", поршень всё равно найдёт, как цилиндр "пошкрябать". Ладно, не фторопласт, что-нибудь подобное, но потвёрже и пожёстче (уважаемый SKR где-то приводил этот сайт - может пойдёт материал, но допустимое давление и температура для "малой" машины - на пределе). Поршень сделать с солидным зазором (например, 2 мм), чтобы гарантировано исключить контакт с цилиндром, а кольца сечением поболе. Но кольца должны быть разрезными, чтобы компенсировать тепловое расширение (как поведут себя замки гипертрофированных колец?) , и сильно пружинить, чтобы прижиматься к зеркалу (радиальный расширитель туда запихать? применить клиновой профиль канавок и колец?). Начинать с таких экспериментов, не сталкиваясь ранее с ПМ обычной конструкции слишком легкомысленно. Хотя, пока Вам писал, что-то в голове зашевелилось...
Фторопласт нормально должен пойти на сальники штоков - как раз для него условия. Будет течь - будем поджимать, как поджимали классические сальники с набивкой. Да, кстати, максимальная температура пара при 14 атм. чуть меньше 200оС.
Все подшипники коленвала имеет смысл использовать промышленные, закрытые, необслуживаемые. Таким образом (если не трогать пока цилиндр и золотник), у нас остаётся полторы точки смазки. Это крейцкопф - там недетские нагрузки и других материалов, кроме бронзы и чугуна, я себе не представляю, и эксцентрик с шатуном золотника. Для смазки крейцкопфа можно применить классическую капельную маслёнку в стеклянном корпусе - она и антуражу машине добавит. Эксцентрик с шатуном придётся смазывать пластичной смазкой при помощи пресс-маслёнки, а может удастся подобрать промподшипник малого профиля и большого диаметра.
Таким образом, закрытая система смазки теряет смысл. Не говоря уже о том, что при ней из-за неизбежных прорывов пара эмульсия будет плескаться вместо масла, и машина на компрессор похожа будет, как на третьей картинке. Сколько раз уже я употреблял здесь фразу "ни уму, ни сердцу"? Мне даже не очень нравится четвёртая картинка из-за того, что элементы машины спрятаны....
2валенок: НЕТ. Мизерная (на общем фоне) экономия труда токаря незаметна на фоне того ужаса, что получается с непеределанной гильзой. Я под этим уродством подписываться не буду и другим не советую. Как вариант - могу прислать Вам по почте готовую гильзу для ПМ (если таможня пропустит) - мне дед на авторынке, узнав, что нужна одна гильза, а не комплект, предложил советских времён нулёвую...
2all: Хоть меня в этой ветке неприлично много, не подумайте, что я мечу в начальники паровых машин - я ТОЛЬКО СВОЙ проект защищаю. Интересно, если кто-то параллельно чё-нить альтернативное разработает. Не по размерам альтернативное, а по конструкции...
С выходных ни на шаг не продвинулся в расчёте парораспределения . Буду исправляться.
Строим ПМ от самохода, потом конвертируем, аки дизель? Шутка юмора
. Книга любопытна во всех смыслах, но копировать оттуда ПМ смысла нет - там запредельные показатели пара (перегрев и давление), и машины очень конкретно под это заточены. Ну и полная книга мыслей, как эти показатели форсировать дальше. Но полезных знаний, и просто интересных мелких идей - навалом, если читать внимательно.2ЭрЭс: Согласен. Строго говоря, я вижу ваще одну деталь, которую обязательно нужно отливать - блок цилиндра (и ту отдельные психи из куска иногда фрезеруют). Раму, например, я мог бы и сварной красиво сделать. Стойки-опоры и крейцкопф можно изготовить литыми из чугуна (как на первой картинке), но можно и сборными из точёных и фрезерованных деталей, как на второй картинке (внешне мне такие машины нравятся больше всех
). Вопрос "кому это надо массово" поднят рановато (я таки не верю в массовость здесь, но это, как понимаю, моё личное горе
). Пока ничего нет - и на этом этапе думать о коммерции - верный способ убить работу на корню. Неоднократно проверенно, увы. Мелкая шпилька насчёт коммерческого сравнения с ДВС: сравнивать вес, цену, объём обслуживания, удобство в эксплуатации корректно со стационаром мощностью 4 л.с. на валу .Считать деньги самодельщику на ВСЮ работу (неважно, на какую)- пустое занятие. Общая сумма или страшная получится, или неправдивая . Со временем - то же самое. Главное - сколько человек может потратить ЗА ОДИН РАЗ. Самодельщик ведь как обычно работает? Напали деньги - подкупил материалов, есть время - строит.В своих подсчётах вы сильно завышаете вес установки (предлагаемых мной моделей) - аж страшно такую бандуру себе представить
. Басурманские аналоги машины весят 50-70 кг, котлов - под 100. Ну рама для них общая ещё 50, да всякая вспомогательная фигня 50-100, а может и меньше. Правда, в последнем пункте цветмета хватает - там цены от чугуна чуть отличаются...Абсолютно поддерживаю Ваш подход к изготовлению котла - я уже распространялся об этом. Ну, в общем, держим мечту в рамках
. Хотелось бы узнать Ваши идеи насчёт современных материалов в ЦПГ - у меня с этим нифига не складывается. Зеркало цилиндра однозначно должно быть твёрдым, а поршень - жёстким. Если оставить металлические цилиндр и поршень, а кольца сделать из чего-то "модного", поршень всё равно найдёт, как цилиндр "пошкрябать". Ладно, не фторопласт, что-нибудь подобное, но потвёрже и пожёстче (уважаемый SKR где-то приводил этот сайт - может пойдёт материал, но допустимое давление и температура для "малой" машины - на пределе). Поршень сделать с солидным зазором (например, 2 мм), чтобы гарантировано исключить контакт с цилиндром, а кольца сечением поболе. Но кольца должны быть разрезными, чтобы компенсировать тепловое расширение (как поведут себя замки гипертрофированных колец?) , и сильно пружинить, чтобы прижиматься к зеркалу (радиальный расширитель туда запихать? применить клиновой профиль канавок и колец?). Начинать с таких экспериментов, не сталкиваясь ранее с ПМ обычной конструкции слишком легкомысленно. Хотя, пока Вам писал, что-то в голове зашевелилось...
Фторопласт нормально должен пойти на сальники штоков - как раз для него условия. Будет течь - будем поджимать, как поджимали классические сальники с набивкой. Да, кстати, максимальная температура пара при 14 атм. чуть меньше 200оС.
Все подшипники коленвала имеет смысл использовать промышленные, закрытые, необслуживаемые. Таким образом (если не трогать пока цилиндр и золотник), у нас остаётся полторы точки смазки. Это крейцкопф - там недетские нагрузки и других материалов, кроме бронзы и чугуна, я себе не представляю, и эксцентрик с шатуном золотника. Для смазки крейцкопфа можно применить классическую капельную маслёнку в стеклянном корпусе - она и антуражу машине добавит. Эксцентрик с шатуном придётся смазывать пластичной смазкой при помощи пресс-маслёнки, а может удастся подобрать промподшипник малого профиля и большого диаметра.
Таким образом, закрытая система смазки теряет смысл. Не говоря уже о том, что при ней из-за неизбежных прорывов пара эмульсия будет плескаться вместо масла, и машина на компрессор похожа будет, как на третьей картинке. Сколько раз уже я употреблял здесь фразу "ни уму, ни сердцу"
? Мне даже не очень нравится четвёртая картинка из-за того, что элементы машины спрятаны....2валенок: НЕТ. Мизерная (на общем фоне) экономия труда токаря незаметна на фоне того ужаса, что получается с непеределанной гильзой. Я под этим уродством подписываться не буду и другим не советую. Как вариант - могу прислать Вам по почте готовую гильзу для ПМ (если таможня пропустит) - мне дед на авторынке, узнав, что нужна одна гильза, а не комплект, предложил советских времён нулёвую...
2all: Хоть меня в этой ветке неприлично много, не подумайте, что я мечу в начальники паровых машин
- я ТОЛЬКО СВОЙ проект защищаю. Интересно, если кто-то параллельно чё-нить альтернативное разработает. Не по размерам альтернативное, а по конструкции...С выходных ни на шаг не продвинулся в расчёте парораспределения . Буду исправляться.
Прикрепленные изображения




Сообщение отредактировал kkkisa: 03 февраля 2010 - 15:29
#738
валенок
-
- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 04 февраля 2010 - 01:37
Согласен!От литья рамы желательно воздержатся-лучше сварная конструкция.Литой блок цилиндров встанет в итоге-в "копеечку"-лучше сборный.Подшипники к\вала-готовые,необслуживаемые.Вы считаете,что ЦПГ можно в таком случае вообще не смазывать?Москвичевская гильза требует подрезки по длине?Проблем с обработкой не имею-есть оч.приличный станочный парк.Будьте начальником паровых машин.Если будете ошибаться-на профсобрании-"подправим" в соответствии с линией .....
Сообщение отредактировал валенок: 04 февраля 2010 - 02:05
#739
ЭрЭс
-
- Основной экипаж
-
- 51 сообщений
Старший матрос
- Из:Йошкар-Ола
-
Судно: Прогресс-4
Отправлено 04 февраля 2010 - 11:10
Насчет массы конструкции я прикидывал по пессемистическому пути, будет легче - порадуемся  ИМХО лучше лить, блок все равно литой делать, а уж до кучи и раму с крышками заформовать да плеснуть сам Бог велел....(я почему за литье...я начальник литейной модельной....для меня отлить это самое простое что с металлом сделать можно, даже если сделать модельный комплект "на шару" его хватит минимум на 50 съемов)
За серийку я тоже не на пустом месте сказал...нам надо 3 машины....я когда вопрос задал людям по котлу и корпусу они сказали "я тебе котел(корпус) за машину сделаю, а корпус(котел) закажу....тоже мечта у людей!"
"Закрытая система" я имел ввиду парооборот, а не систему смазки....в смысле пар отработаный конденсировать и в котел плунжерным(?) насосом подавать, в трубу для подъема тяги пар тоже нужен, но очень хочеться на подготовленной воде ездить, а не на забортной.....котлы чистил....не очень хочу еще....
ИМХО лучше лить, блок все равно литой делать, а уж до кучи и раму с крышками заформовать да плеснуть сам Бог велел....(я почему за литье...я начальник литейной модельной....для меня отлить это самое простое что с металлом сделать можно, даже если сделать модельный комплект "на шару" его хватит минимум на 50 съемов)
За серийку я тоже не на пустом месте сказал...нам надо 3 машины....я когда вопрос задал людям по котлу и корпусу они сказали "я тебе котел(корпус) за машину сделаю, а корпус(котел) закажу....тоже мечта у людей!"
"Закрытая система" я имел ввиду парооборот, а не систему смазки....в смысле пар отработаный конденсировать и в котел плунжерным(?) насосом подавать, в трубу для подъема тяги пар тоже нужен, но очень хочеться на подготовленной воде ездить, а не на забортной.....котлы чистил....не очень хочу еще.... 
ИМХО лучше лить, блок все равно литой делать, а уж до кучи и раму с крышками заформовать да плеснуть сам Бог велел....(я почему за литье...я начальник литейной модельной....для меня отлить это самое простое что с металлом сделать можно, даже если сделать модельный комплект "на шару" его хватит минимум на 50 съемов)
За серийку я тоже не на пустом месте сказал...нам надо 3 машины....я когда вопрос задал людям по котлу и корпусу они сказали "я тебе котел(корпус) за машину сделаю, а корпус(котел) закажу....тоже мечта у людей!"
"Закрытая система" я имел ввиду парооборот, а не систему смазки....в смысле пар отработаный конденсировать и в котел плунжерным(?) насосом подавать, в трубу для подъема тяги пар тоже нужен, но очень хочеться на подготовленной воде ездить, а не на забортной.....котлы чистил....не очень хочу еще....
#740
kkkisa
-
- Основной экипаж
-
- 745 сообщений
Рулевой 1-го класса
- Из:Киев
-
Судно: Карликовая яхта
-
Название: "Дык!"
Отправлено 04 февраля 2010 - 11:32
Если будете ошибаться-на профсобрании-"подправим" в соответствии с линией .....
.в смысле пар отработаный конденсировать и в котел плунжерным(?) насосом подавать, в трубу для подъема тяги пар тоже нужен, но очень хочеться на подготовленной воде ездить, а не на забортной.....котлы чистил....не очень хочу еще....
Попадание смазки в котёл чревато кучей неприятностей, вплоть до взрыва. Смазка цилиндра и циркуляция теплоносителя не дружат. Надо думать.
Сорри, коллеги, убегаю водолаза обеспечивать (мой друг - кладоискатель хренов
) - даже с работы сорвался. Вечером соображения насчёт цилиндра и поршня вывалю все, что пока есть на данный момент.
Сообщение отредактировал kkkisa: 04 февраля 2010 - 11:37
#741
Helgy67
-
- Основной экипаж
-
- 10 сообщений
Юнга
- Из:Николаев
-
Судно: мотолодка Днепр
-
Название: Днепр
Отправлено 04 февраля 2010 - 19:31
Интересно, если кто-то параллельно чё-нить альтернативное разработает. Не по размерам альтернативное, а по конструкции...
Для небольшого катера я бы предпочёл компаунду дубль (можно и трипль, но сложнее). Два циллиндра двойного действия, 80-100 мм диаметр, 100-130 ход, распр. цил. золот. У англичан на катерах до 10-12 м весьма распр. конструкция (после компаунда, конечно), бывает с конденсацией и без. У реальных образцов мощность в ср. 25 и больше и.л.с.
#742
S_smirnov
-
- Модератор
-
- 23 003 сообщений
Лодочный моторист - экранопланостроитель
- Из:Балахна
-
Судно: Казанка, СВП
Отправлено 04 февраля 2010 - 20:28
Посмотрел очень бегло котлы, какие сейчас продаются.
Самый подходящий нашел пока вот
http://energoteplo.r...a_v_chas_ri.htm
0,2т/ч при давлении 4 атм
Можно взять за основу конструкции, или поискать что-то более подходящее
Самый подходящий нашел пока вот
http://energoteplo.r...a_v_chas_ri.htm
0,2т/ч при давлении 4 атм
Можно взять за основу конструкции, или поискать что-то более подходящее
#743
kkkisa
-
- Основной экипаж
-
- 745 сообщений
Рулевой 1-го класса
- Из:Киев
-
Судно: Карликовая яхта
-
Название: "Дык!"
Отправлено 04 февраля 2010 - 23:19
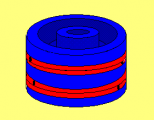
Два учебника одного года издания приводят разную высоту (ну, толщину «блина») поршня. Один – от ј до 1/5,5 D, другой – 0,35 – 0,45D. Поди разберись… Правда, в той книге, где поршень толще , есть расчёт на прочность – это поможет разумно сделать среднюю часть облегчённой. А высота, видать, нужна для нормального размещения колец.
Смущают рекомендации относительно зазора в паре цилиндр – поршень. Приводится формула (D/600 - по которой у нас разность диаметров 0,12 – 0,13 мм), но указывается, что разность не должна быть меньше 0,5 мм. Для того, чтобы поршень никогда не касался зеркала цилиндра (только кольцами работал) – маловато, для компенсации теплового расширения – что-то много. Впрочем, в тех машинах поршни чугунные, а у нас – алюминий или бронза. Сравню температурные коэффициенты, сопоставлю с современными ДВС таких диаметров – определюсь.
Кольца на ПМ в высоту несколько более высокие, чем мы привыкли видеть на ДВС (и по формулам, и по фоткам). Иногда очень даже высокие – см. первую картинку - там вынутые поршни сверху на машине лежат. Замки в них всегда «хитрые» - прямых не видел. Складывается впечатление, что требования к герметичности здесь повыше, чем в современных ДВС. Чтобы не мучится с качеством самопала, вспомнил идею из «М-К» о спаренном кольце. Кто-то форсировал какой-то мотор, расширив канавку, и установив в неё два кольца. Естественно, замки разводятся и фиксируются в противоположных точках поршня. Мне идея нравится - можно применить качественные фирменные кольца, на второй картинке попытался примерно изобразить её применительно к ПМ.
, есть расчёт на прочность – это поможет разумно сделать среднюю часть облегчённой. А высота, видать, нужна для нормального размещения колец.Смущают рекомендации относительно зазора в паре цилиндр – поршень. Приводится формула (D/600 - по которой у нас разность диаметров 0,12 – 0,13 мм), но указывается, что разность не должна быть меньше 0,5 мм. Для того, чтобы поршень никогда не касался зеркала цилиндра (только кольцами работал) – маловато, для компенсации теплового расширения – что-то много. Впрочем, в тех машинах поршни чугунные, а у нас – алюминий или бронза. Сравню температурные коэффициенты, сопоставлю с современными ДВС таких диаметров – определюсь.
Кольца на ПМ в высоту несколько более высокие, чем мы привыкли видеть на ДВС (и по формулам, и по фоткам). Иногда очень даже высокие – см. первую картинку - там вынутые поршни сверху на машине лежат. Замки в них всегда «хитрые» - прямых не видел. Складывается впечатление, что требования к герметичности здесь повыше, чем в современных ДВС. Чтобы не мучится с качеством самопала, вспомнил идею из «М-К» о спаренном кольце. Кто-то форсировал какой-то мотор, расширив канавку, и установив в неё два кольца. Естественно, замки разводятся и фиксируются в противоположных точках поршня. Мне идея нравится - можно применить качественные фирменные кольца, на второй картинке попытался примерно изобразить её применительно к ПМ.
Прикрепленные изображения

Сообщение отредактировал kkkisa: 04 февраля 2010 - 23:28
#744
kkkisa
-
- Основной экипаж
-
- 745 сообщений
Рулевой 1-го класса
- Из:Киев
-
Судно: Карликовая яхта
-
Название: "Дык!"
Отправлено 05 февраля 2010 - 11:38
Кто близко сталкивался с капремонтом ДВС, знает, как кольца прогрызают зеркало цилиндра. На верхней границе хода кольца образуется уступ. Если изношенное кольцо в таком цилиндре просто заменить – мотор всё равно долго не протянет. Свежее кольцо быстро разобьется об этот уступ, да ещё и канавку в поршне раздолбит. Поэтому при нормальном ремонте такого мотора растачивают цилиндр под ремонтный размер, обязательно срезая уступ, заменяют поршень и кольца новыми. Кто об этом знает, ещё и посмеивается над «полуграмотными», которые рассказывают, как мотор оживает от замены одних колец.
О паровых машинах прямо в учебниках писали, что поршень и цилиндр имеют очень большой ресурс, и после замены колец машина – как новая. Расточка применялась только когда зеркало цилиндра переживало не один комплект колец, или получало серьёзные повреждения. Удалось нарыть, как этого добивались.
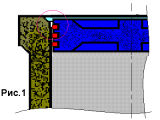
Кромка поршня всегда слегка выступала над краем зеркала или фаски на гильзе – здесь уступ исключён. Подобная же «хитрость» устраивалась для колец – в верхней части хода верхнего кольца (внизу - аналогично) делалась проточка, на доли миллиметра больше диаметра зеркала. Высота её подбиралась такой, чтобы только верхняя кромка кольца немного сбегала с зеркала. Я попытался изобразить это на рис. 1. Если кольцо полностью попадёт в проточку – авария двигателя. Поэтому, если есть сомнения, что при тонких современных кольцах удастся обеспечить подобающую точность изготовления и сборки ПМ, лучше от проточки отказаться. Тогда ремонт не будет отличаться от ремонта современных ДВС.
В ДВС от такой полезной «примочки» отказались явно из-за того, что кольцевая щель от кромки поршня до верхнего кольца вредит очень многим параметрам мотора – там детонация зарождаться любит, однородность смеси страдает, экология…. Короче нам это до фени, а конструкторы ДВС и сейчас заботятся об уменьшении как ширины (зазора в ЦПГ), так и высоты (расстояние от верхнего кольца до кромки поршня) этой щели – достаточно посмотреть на поршни моторов 30-, 10- летней давности и современных.
Если есть уверенность в качестве чугуна, не возбраняется изготовить блок цилиндров без гильзы – просто потом расточить. Локомобильные цилиндры такой конструкции отливались из чугуна марки СЧ 21-40 или СЧ 28-48. Из этих же марок изготавливали гильзы, а блок под гильзы – из СЧ 12-28 или СЧ 18-36. Блок под гильзы для паровозов отливали из стали. Неплохим материалом гильз для нашей машины видится бронза, для отливки блока – алюминиевый сплав. Базовый вариант заготовки гильзы – соответствующая деталь «Москвича» или «Запорожца» (см посты № 706 и № 708 в этой теме).
На паровозах запрещалась горячая посадка гильз – из-за возникновения недопустимых напряжений в материалах (при стальном-то блоке!). Гильзы запрессовывались в блок с натягом 0,0002 – 0,00025 D. При этом, например, для гильзы диаметром около 700 мм (натяг порядка 0,2 мм) требовалось усилие пресса 35 – 45 т….
Чтобы при расточке она не провернулась, её дополнительно фиксировали чугунным штифтом насквозь через стенку блока и гильзы. Внутренняя поверхность штифта срезалась и обрабатывалась заподлицо с зеркалом цилиндра. Мы так изгаляться не будем – ограничимся запрессовкой с натягом около 0,02 мм.
В паровозах цилиндровые крышки герметизировались притиркой и поэтому ещё и «придерживали» гильзы. Мы же устроим уплотнение крышек по-локомобильному, паронитовыми прокладками. Чтобы прокладка могла сминаться для уплотнения, исключим упор крышек в гильзу – будет зазор 1 мм.
Вообще, во многих вопросах ориентируемся на локомобильные машины – они ближе нам по характеристикам и техническим решениям, чем высоконагруженные паровозные.
Немного конкретики (сколько есть пока ). На рис. 2 показана примерная конструкция нашего цилиндра. Масштаба нет (это вообще в Paint нарисовано ), наоборот - всякие мелкие «примочки», вроде упомянутых выше проточек под край кольца, на рисунке утрированы для наглядности. По условиям прочности толщина стенки гильзы может быть чуть меньше 2 мм, но по технологическим соображениям, она будет больше – 4-5 мм – сколько позволит заготовка. Толщина стенки блока – примерно 15-20 мм.
В литой блок 1 впрессована гильза 6. Между посадочными поясками 5 и 9 имеется кольцевая полость 10. Если её оставить, «как есть», воздух в ней будет играть роль теплоизоляции (возможно, понадобится дренажное отверстие около 1 мм). Если в блоке сделать резьбовые отверстия 11 и установить в них штуцеры для пара, получится паровая рубашка для подогрева.
Верхний посадочный поясок 5 выполняется несколько бОльшего диаметра (на 0,5 – 1 мм), чем нижний 9 – это облегчит запрессовку. С той же целью расточка 2, куда входит часть верхней цилиндровой крышки, сделана ещё на 0,5 мм большего диаметра. Расточка 8 под нижнюю цилиндровую крышку сделана на 0,5 - 1 мм меньше диаметром, чем нижний посадочный поясок 9 – сюда упрётся гильза в конце запрессовки, что обеспечит точность её установки. Переход 7 между посадочными поясками, ввиду небольшой разницы диаметров, допустимо сделать в виде ступеньки. С наружной нижней кромки гильзы, естественно, снимается фаска.
Если понадобится ремонт с заменой гильзы, посадочные пояски в блоке (особенно силуминовом) сомнутся, и их придётся немного расточить. Соответствующие пояски новой гильзы окажутся бОльшего диаметра, чем старой. Это нужно учитывать при изготовлении первой гильзы - не брать максимальный возможный диаметр поясков от заготовки.
Кстати, «верх» и «низ», наверное, поменяются местами. Удобно и полезно для точности обработать на станке с одной установки нижнюю плоскость отливки блока, и расточить посадочное отверстие под гильзы. Это поможет обеспечить перпендикулярность оси цилиндра плоскости рамы и коленвалу. Соответственно, гильзы запрессуются с нижней стороны.
Поз. 3 на рисунке – фаска для облегчения входа поршня с кольцами, поз. 4 – проточка (до 0,5 мм по диаметру), препятствующая ступенчатой выработке гильзы от верхнего кольца (см. выше).
Золотниковая часть блока с гильзой будет устроена примерно так же.
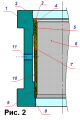
На рис. 3 показана гильза двигателя УЗАМ (от «Москвича») - один из вариантов заготовки "большой" машины (низкого давления). Красные линии - это я хотел так на токарном станке её обточить для простоты сначала (картинка рисовалась ещё до моего похода на авторынок). Но для запрессовки в блок слишком тонкие посадочные пояски получаются - 7 и 9 мм. Вобщем, долго ломал голову , но не придумал, как использовать ЭТО , как готовый цилиндр....
Если её обрезать по размеру 100 - получится слишком маленький ход поршня, хотя получившаяся форма и размеры похожи на готовый цилиндр, которому и блок не нужен. Если оставить полную длину - утяжелится поршень, удлинятся каналы-паропроводы. К тому же (это главное), нижний упорный поясок находится чуть ли не посередине нижней полости цилиндра. А в литературе очень не рекомендуют размещать всякие приливы и утолщения в таких местах - из-за разности температур в теле одной детали и сопутствующих деформаций. Для крепления цилиндровых крышек нам нужно минимум пять (лучше шесть) шпилек, равномерно расположенных по окружности. Это нужно учитывать даже если отказаться от блока,и стягивать крышки длинными шпильками. Потом как-то присобачивать золотник и паропроводы (допустим, просверленные в теле крышек и корпусе золотника)...
Кому не лень - можно заняться, конечно. Я даже представляю такую конструкцию приблизительно, но смысла в ней не вижу. Советую всё-таки сохранять при этом ключевые размеры - ходы, диаметры и пр.
З.Ы. Все пишут посты, как посты. А у меня - трактаты, блин ...
...
О паровых машинах прямо в учебниках писали, что поршень и цилиндр имеют очень большой ресурс, и после замены колец машина – как новая. Расточка применялась только когда зеркало цилиндра переживало не один комплект колец, или получало серьёзные повреждения. Удалось нарыть, как этого добивались.
Кромка поршня всегда слегка выступала над краем зеркала или фаски на гильзе – здесь уступ исключён. Подобная же «хитрость» устраивалась для колец – в верхней части хода верхнего кольца (внизу - аналогично) делалась проточка, на доли миллиметра больше диаметра зеркала. Высота её подбиралась такой, чтобы только верхняя кромка кольца немного сбегала с зеркала. Я попытался изобразить это на рис. 1. Если кольцо полностью попадёт в проточку – авария двигателя. Поэтому, если есть сомнения, что при тонких современных кольцах удастся обеспечить подобающую точность изготовления и сборки ПМ, лучше от проточки отказаться. Тогда ремонт не будет отличаться от ремонта современных ДВС.
В ДВС от такой полезной «примочки» отказались явно из-за того, что кольцевая щель от кромки поршня до верхнего кольца вредит очень многим параметрам мотора – там детонация зарождаться любит, однородность смеси страдает, экология…. Короче нам это до фени, а конструкторы ДВС и сейчас заботятся об уменьшении как ширины (зазора в ЦПГ), так и высоты (расстояние от верхнего кольца до кромки поршня) этой щели – достаточно посмотреть на поршни моторов 30-, 10- летней давности и современных.
Если есть уверенность в качестве чугуна, не возбраняется изготовить блок цилиндров без гильзы – просто потом расточить. Локомобильные цилиндры такой конструкции отливались из чугуна марки СЧ 21-40 или СЧ 28-48. Из этих же марок изготавливали гильзы, а блок под гильзы – из СЧ 12-28 или СЧ 18-36. Блок под гильзы для паровозов отливали из стали. Неплохим материалом гильз для нашей машины видится бронза, для отливки блока – алюминиевый сплав. Базовый вариант заготовки гильзы – соответствующая деталь «Москвича» или «Запорожца» (см посты № 706 и № 708 в этой теме).
На паровозах запрещалась горячая посадка гильз – из-за возникновения недопустимых напряжений в материалах (при стальном-то блоке!). Гильзы запрессовывались в блок с натягом 0,0002 – 0,00025 D. При этом, например, для гильзы диаметром около 700 мм (натяг порядка 0,2 мм) требовалось усилие пресса 35 – 45 т….
Чтобы при расточке она не провернулась, её дополнительно фиксировали чугунным штифтом насквозь через стенку блока и гильзы. Внутренняя поверхность штифта срезалась и обрабатывалась заподлицо с зеркалом цилиндра. Мы так изгаляться не будем – ограничимся запрессовкой с натягом около 0,02 мм.
В паровозах цилиндровые крышки герметизировались притиркой и поэтому ещё и «придерживали» гильзы. Мы же устроим уплотнение крышек по-локомобильному, паронитовыми прокладками. Чтобы прокладка могла сминаться для уплотнения, исключим упор крышек в гильзу – будет зазор 1 мм.
Вообще, во многих вопросах ориентируемся на локомобильные машины – они ближе нам по характеристикам и техническим решениям, чем высоконагруженные паровозные.
Немного конкретики (сколько есть пока
). На рис. 2 показана примерная конструкция нашего цилиндра. Масштаба нет (это вообще в Paint нарисовано ), наоборот - всякие мелкие «примочки», вроде упомянутых выше проточек под край кольца, на рисунке утрированы для наглядности. По условиям прочности толщина стенки гильзы может быть чуть меньше 2 мм, но по технологическим соображениям, она будет больше – 4-5 мм – сколько позволит заготовка. Толщина стенки блока – примерно 15-20 мм.В литой блок 1 впрессована гильза 6. Между посадочными поясками 5 и 9 имеется кольцевая полость 10. Если её оставить, «как есть», воздух в ней будет играть роль теплоизоляции (возможно, понадобится дренажное отверстие около 1 мм). Если в блоке сделать резьбовые отверстия 11 и установить в них штуцеры для пара, получится паровая рубашка для подогрева.
Верхний посадочный поясок 5 выполняется несколько бОльшего диаметра (на 0,5 – 1 мм), чем нижний 9 – это облегчит запрессовку. С той же целью расточка 2, куда входит часть верхней цилиндровой крышки, сделана ещё на 0,5 мм большего диаметра. Расточка 8 под нижнюю цилиндровую крышку сделана на 0,5 - 1 мм меньше диаметром, чем нижний посадочный поясок 9 – сюда упрётся гильза в конце запрессовки, что обеспечит точность её установки. Переход 7 между посадочными поясками, ввиду небольшой разницы диаметров, допустимо сделать в виде ступеньки. С наружной нижней кромки гильзы, естественно, снимается фаска.
Если понадобится ремонт с заменой гильзы, посадочные пояски в блоке (особенно силуминовом) сомнутся, и их придётся немного расточить. Соответствующие пояски новой гильзы окажутся бОльшего диаметра, чем старой. Это нужно учитывать при изготовлении первой гильзы - не брать максимальный возможный диаметр поясков от заготовки.
Кстати, «верх» и «низ», наверное, поменяются местами. Удобно и полезно для точности обработать на станке с одной установки нижнюю плоскость отливки блока, и расточить посадочное отверстие под гильзы. Это поможет обеспечить перпендикулярность оси цилиндра плоскости рамы и коленвалу. Соответственно, гильзы запрессуются с нижней стороны.
Поз. 3 на рисунке – фаска для облегчения входа поршня с кольцами, поз. 4 – проточка (до 0,5 мм по диаметру), препятствующая ступенчатой выработке гильзы от верхнего кольца (см. выше).
Золотниковая часть блока с гильзой будет устроена примерно так же.
На рис. 3 показана гильза двигателя УЗАМ (от «Москвича») - один из вариантов заготовки "большой" машины (низкого давления). Красные линии - это я хотел так на токарном станке её обточить для простоты сначала (картинка рисовалась ещё до моего похода на авторынок). Но для запрессовки в блок слишком тонкие посадочные пояски получаются - 7 и 9 мм. Вобщем, долго ломал голову , но не придумал, как использовать ЭТО , как готовый цилиндр....
Если её обрезать по размеру 100 - получится слишком маленький ход поршня, хотя получившаяся форма и размеры похожи на готовый цилиндр, которому и блок не нужен. Если оставить полную длину - утяжелится поршень, удлинятся каналы-паропроводы. К тому же (это главное), нижний упорный поясок находится чуть ли не посередине нижней полости цилиндра. А в литературе очень не рекомендуют размещать всякие приливы и утолщения в таких местах - из-за разности температур в теле одной детали и сопутствующих деформаций. Для крепления цилиндровых крышек нам нужно минимум пять (лучше шесть) шпилек, равномерно расположенных по окружности. Это нужно учитывать даже если отказаться от блока,и стягивать крышки длинными шпильками. Потом как-то присобачивать золотник и паропроводы (допустим, просверленные в теле крышек и корпусе золотника)...
Кому не лень - можно заняться, конечно. Я даже представляю такую конструкцию приблизительно, но смысла в ней не вижу. Советую всё-таки сохранять при этом ключевые размеры - ходы, диаметры и пр.
З.Ы. Все пишут посты, как посты. А у меня - трактаты, блин
...
Прикрепленные изображения
Сообщение отредактировал kkkisa: 05 февраля 2010 - 12:34
#745
ЭрЭс
-
- Основной экипаж
-
- 51 сообщений
Старший матрос
- Из:Йошкар-Ола
-
Судно: Прогресс-4
Отправлено 05 февраля 2010 - 12:52
А может не будем в москвичевскую гильзу упираться?
Отлить из чугуна блок и расточить на координатке, одна установка, одна операция, а так надо блок отлить-расточить-гильзу обточить-и посадить....
давайте упростим до отливки и расточки чугунной...с ал сплавами гемора больше чем с чугуном...чугунная сильно дешевле и проще выйдет по конструкции
И с диаметрами цилиндров и ходами поршня руки сразу развязываються....
Сообщение отредактировал ЭрЭс: 05 февраля 2010 - 12:56
#746
kkkisa
-
- Основной экипаж
-
- 745 сообщений
Рулевой 1-го класса
- Из:Киев
-
Судно: Карликовая яхта
-
Название: "Дык!"
Отправлено 05 февраля 2010 - 14:11
2 валенок: что-то у Вас генеральная линия партия колеблется - сначала литьё без проблем, сейчас мехобработка. А одно время гильзу москвичёвскую сложно обточить было...
Насчёт смазки, повидимому, только эксперимент правду скажет. Неплохо бы погонять машину без смазки, оценить износ - работали (и работают) же машины из классических материалов без смазки. Если ресурс получится удовлетворительный - можно городить конденсацию с циркуляцией. Без циркуляции теплоносителя, наверное, нет смысла отказываться от смазки. Почти панацеей выглядит какой-нибудь хитрый материал для колец...
2 S_smirnov: Я, как только увлёкся этим вопросом, тоже просмотрел тырнет насчёт подходящего котла, и тоже не нашёл ничего, кроме РИ-5. При его параметрах и массе могу представить его только на колёсном пароходе длиной за 10 м с низкооборотной (прямой привод на колёса) машиной большого объёма - компаунд или тандем...
2 Helgy67: Два-три цилиндра одинарного расширения - это Вас паровые самоходы очаровали. Так там условия чуть другие, да параметры пара. Расход пара посчитайте для доступных нам давлений и без перегрева (особенно по сравнению с компаундом той же мощности). На первой картинке показано, как лихо "клеится" дубль из одиночек...
При указанных Вами размерах цилиндров расход будет очень недетским, правда, даже для получения 25 л. с. давление нужно небольшое. Другой вопрос - куда такая мощность? Коллега валенок запросил в два раза меньше для 8-метрового катера, и в шесть (!) раз меньше для 6-метрового. Буржуи, как таковые, для меня никогда не в чём авторитетом не были (скорее наоборот), мне интересен лишь их доказанный и разложенный по полочкам опыт. Тому, что кто-то влепил (грубо говоря) самолётный мотор на скорлупку, я верю. Но что говорит их опыт? Скорлупка не развалилась, скорость приличная. Всё. Насчёт ресурса, трудоёмкости, экономичности, ЦЕЛЕСООБРАЗНОСТИ (конечно,если забыть о полной практической бессмысленности этого хобби ) никаких выводов нет - молчок. Но умозрительно можно себе представить.....
Да и "реальных образцов" у них таких мало. Гораздо больше нормальных образцов - 3 - 8 л. с., 4 - 14 атм, одиночка либо компаунд. Хотя видал я (да и Вы, наверное) фотки "зверей" с ПМ по 200 л.с. при 100 атм пара. Но это единичные экземпляры у ооочень продвинутых людей.
 Защищайтесь, коллега !
Защищайтесь, коллега !
2 ЭрЭс: Хорошо Вам - с таким-то производством. А у меня, например, кузнечный горн есть и тигель. Думаю, что с силумином бы справился. А к кому за чугуном обратиться - не представляю. Да так, чтобы качество обеспечить, или хотя бы проконтролировать. Зато гильзу от "Москвича" или "Запорожца" (мне всё-таки большого давления машина нравится больше) достать и обточить несложно. Вот на этот разброс технологических возможностей у разных людей я и рассчитываю. При широкой унификации разных вариантов. Не зря же писал выше - можно так сделать, а можно этак. При этом сечения деталей рассчитаны на изготовление любым указанным способом, и прочность получится при этом с большим запасом. На второй картинке набор литых заготовок, на третьей - что из них получилось. Чего и Вам желаю .
С диаметрами и ходами руки особо и не завязаны, а вот моск плавится, если на одном-двух вариантах не остановиться...
- сначала литьё без проблем, сейчас мехобработка. А одно время гильзу москвичёвскую сложно обточить было... Насчёт смазки, повидимому, только эксперимент правду скажет. Неплохо бы погонять машину без смазки, оценить износ - работали (и работают) же машины из классических материалов без смазки. Если ресурс получится удовлетворительный - можно городить конденсацию с циркуляцией. Без циркуляции теплоносителя, наверное, нет смысла отказываться от смазки. Почти панацеей выглядит какой-нибудь хитрый материал для колец...
2 S_smirnov: Я, как только увлёкся этим вопросом, тоже просмотрел тырнет насчёт подходящего котла, и тоже не нашёл ничего, кроме РИ-5. При его параметрах и массе могу представить его только на колёсном пароходе длиной за 10 м с низкооборотной (прямой привод на колёса) машиной большого объёма - компаунд или тандем...
2 Helgy67: Два-три цилиндра одинарного расширения - это Вас паровые самоходы очаровали
. Так там условия чуть другие, да параметры пара. Расход пара посчитайте для доступных нам давлений и без перегрева (особенно по сравнению с компаундом той же мощности). На первой картинке показано, как лихо "клеится" дубль из одиночек...При указанных Вами размерах цилиндров расход будет очень недетским, правда, даже для получения 25 л. с. давление нужно небольшое. Другой вопрос - куда такая мощность? Коллега валенок запросил в два раза меньше для 8-метрового катера, и в шесть (!) раз меньше для 6-метрового. Буржуи, как таковые, для меня никогда не в чём авторитетом не были (скорее наоборот), мне интересен лишь их доказанный и разложенный по полочкам опыт. Тому, что кто-то влепил (грубо говоря) самолётный мотор на скорлупку, я верю. Но что говорит их опыт? Скорлупка не развалилась, скорость приличная. Всё. Насчёт ресурса, трудоёмкости, экономичности, ЦЕЛЕСООБРАЗНОСТИ (конечно,если забыть о полной практической бессмысленности этого хобби
) никаких выводов нет - молчок. Но умозрительно можно себе представить.....Да и "реальных образцов" у них таких мало. Гораздо больше нормальных образцов
- 3 - 8 л. с., 4 - 14 атм, одиночка либо компаунд. Хотя видал я (да и Вы, наверное) фотки "зверей" с ПМ по 200 л.с. при 100 атм пара. Но это единичные экземпляры у ооочень продвинутых людей. Защищайтесь, коллега ! 2 ЭрЭс: Хорошо Вам - с таким-то производством
. А у меня, например, кузнечный горн есть и тигель. Думаю, что с силумином бы справился. А к кому за чугуном обратиться - не представляю. Да так, чтобы качество обеспечить, или хотя бы проконтролировать. Зато гильзу от "Москвича" или "Запорожца" (мне всё-таки большого давления машина нравится больше) достать и обточить несложно. Вот на этот разброс технологических возможностей у разных людей я и рассчитываю. При широкой унификации разных вариантов. Не зря же писал выше - можно так сделать, а можно этак. При этом сечения деталей рассчитаны на изготовление любым указанным способом, и прочность получится при этом с большим запасом. На второй картинке набор литых заготовок, на третьей - что из них получилось. Чего и Вам желаю .С диаметрами и ходами руки особо и не завязаны
, а вот моск плавится, если на одном-двух вариантах не остановиться...
Прикрепленные изображения



Сообщение отредактировал kkkisa: 05 февраля 2010 - 14:38
#747
ЭрЭс
-
- Основной экипаж
-
- 51 сообщений
Старший матрос
- Из:Йошкар-Ола
-
Судно: Прогресс-4
Отправлено 05 февраля 2010 - 17:19
Как к кому??? Или мы В Украину не переправим?! Вам комплект литья всяко причитается!!!! Узнать только какие компании этим занимаются и цену вопроса доставки..... На худой конец кого-нить из москвичей наших напряжем из поезда в поезд перетащить с Казанского вокзала на Киевский....чай помогут...
#748
Helgy67
-
- Основной экипаж
-
- 10 сообщений
Юнга
- Из:Николаев
-
Судно: мотолодка Днепр
-
Название: Днепр
Отправлено 08 февраля 2010 - 00:35
Я тут подумал, нельзя ли конденсацию для судовой машины устроить подобным образом без насоса - эжектор смешивает воду и пар, пар конденсируется, давление падает. В том числе и на выходе машины - повышается отдача ПМ (я ранее писал, что конденсация для этого применяется)...
Вполне реально. Недавно прочитал в книге про миноносцы периода русско-японской войны: на больших ходах конденсаторы работали "самотёком", на малых - вода подавалась насосом (подр. не помню, но при необходимости можно найти).
#749
валенок
-
- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 09 февраля 2010 - 01:11
kkkisa [2 валенок: что-то у Вас генеральная линия партия колеблется - сначала литьё без проблем, сейчас мехобработка. А одно время гильзу москвичёвскую сложно обточить было...]
Генеральная линия партии должна колебатся-чтобы очередная "перестройка"(не приведи Господи)не "грянула"....(в этом(в колебании)и заключаются ум и прозорливость политиков)!!!Литье это хорошо,но должен быть вариант и сварной конструкции-у всех самодельщиков возможности разные....Гильзу обточить не проблема.С 1998г в моем дизеле установлены и работают самопальные гильзы....просто хочется иметь конструкцию ПМ с мин.физическими и денежными затратами(с макс.использованием элементов заводского изготовления) для самоделкиных.....
Сообщение отредактировал валенок: 09 февраля 2010 - 01:26
#750
kkkisa
-
- Основной экипаж
-
- 745 сообщений
Рулевой 1-го класса
- Из:Киев
-
Судно: Карликовая яхта
-
Название: "Дык!"
Отправлено 09 февраля 2010 - 12:00
...хочется иметь конструкцию ПМ с мин.физическими и денежными затратами(с макс.использованием элементов заводского изготовления) для самоделкиных.....
Некоторые "бэшенные" и фрезеровать блок умудряются - на фотке модель, как я понял. Но слово "технологичность" рядом с таким произносить - тяжкий грех
. Вариант, который я где-то выше показывал на фотках - цилиндр-труба и фрезерованные квадратные крышки, помимо "колхозности", имеет и более важный недостаток. Дело в том, что в паровых машинах (думаю, и в ДВС, но мы этого не замечаем) серьёзно учитывают тепловые расширения цилиндра. В горизонтальных та сторона, что "сморит" на вал, закрепляется жёстко, а противоположная опирается на скользящие опоры (как секции мостов, если кто видел). В вертикальных цилиндр просто расширяется вверх. Так вот цилиндр при расширении те шпильки порвёт нафиг. Тем более, их там четыре длинных, а даже для крепления крышек по расчёту пять коротких на каждую крышку получается.Мы вообще по шесть предусмотрим.Шпильки в нормальной конструкции держат давление пара на крышку (в нашем случае - более 700 кг!), и устанавливаются достаточно часто, чтобы материал крышки между ними не прогибался. А мы им ещё тепловое удлинение цилиндра - ннна!
. Упрощаем технологии, по возможности, конечно. Но РЕКОМЕНДОВАТЬ водопроводные трубы и напильник с ножовкой я стесняюсь
.2Helgy67: Ну почему, когда я что-нибудь придумаю, оказывается, что "всё уже украдено до нас" © ?
2ЭрЭс: Ай, бросьте
. Спасибо, конечно, но пересылка дороже будет . Да и некрасиво с моей стороны рекомендовать коллегам домашнее изготовление, а самому фактически на заводе заказывать...Вожусь с золотником, параллельно осваиваю "Компас 3D". Когда есть время
.
Прикрепленные изображения


Сообщение отредактировал kkkisa: 09 февраля 2010 - 12:06
Ответить









Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 скрытых пользователей

