
про какой движок спрашиваешь..Народ помогите где на этот мотор найти кольца компрессионные или от чего-нибуть другого поставить, очень надо выручайте.
Наше




мотор л-6
Автор
jack79
, 28 дек 2009 23:44
Сообщений в теме: 97
#27

drovasex
-

- Основной экипаж
-

- 25 сообщений
Матрос
- Из:Иркутск
-
Судно: нет
-
Название: нет
Отправлено 22 апреля 2010 - 12:10
я не спец в движках этих, но если Л-12 это такой 2-х цилиндровый, с общей рубашкой охлаждения, помпой небольшой и реверсом на сухом сцеплении (был такой чинил заводил, пока в армии был дед выкинул), то помоему, там поршня с ассиметричным днищем, как у вихря......еще раз я не спец и в живот не пинайте http://katera.ru/for...tyle_emoticons/default/mellow.gif
#28
валенок
-

- Капитан
-

- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 22 апреля 2010 - 12:20
Ваш дед выкинул дв.СМ-557Л,а не Л-12.я не спец в движках этих, но если Л-12 это такой 2-х цилиндровый, с общей рубашкой охлаждения, помпой небольшой и реверсом на сухом сцеплении (был такой чинил заводил, пока в армии был дед выкинул), то помоему, там поршня с ассиметричным днищем, как у вихря......еще раз я не спец и в живот не пинайте http://katera.ru/for...tyle_emoticons/default/mellow.gif

#30
Rex
-

- Основной экипаж
-
- 367 сообщений
Рулевой 2-го класса
- Из:Самара
-
Судно: "Обь" + "П-22"
Отправлено 22 апреля 2010 - 22:22
Это верно!Гильзы и кольца изготавливают из чугунных маслот(трубчатых заготовок)полученных методом центробежного литья.В заводских условиях кольца точатся по копиру специальной формы,а в кустарных условиях точатся в номин.размер,затем разрезаются и на оправке в раздвинутом состоянии делается термофиксация.
Не совсем так. Сначала протачивается труба с запасом, потом фрезеруется с нужным зазором по всей длине заготовки, потом специальным хомутом сжимается и протачивается в размер снаружи и внутри на глубину нескольких колец. Отрезается несколько колец, хомут передвигается. и так далее. Отрезанные кольца нормализуются в термичке и шлифуются по плоскости в размер. Всё. По крайней мере, мне именно так кольца делали
#31
валенок
-
- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 23 апреля 2010 - 01:07
Методов изготовления поршн.колец-не один десяток.Это Вы пытались иммитировать точение колец из болвана по копиру в худшем его исполнении с присутствием ударных нагрузок резца в прорези на каждый оборот,а потом сделайте вывод о качестве поверхности входных-выходных кромок в районе прорези и последующем качестве замковых поверхностей поршневых колец.Не совсем так. Сначала протачивается труба с запасом, потом фрезеруется с нужным зазором по всей длине заготовки, потом специальным хомутом сжимается и протачивается в размер снаружи и внутри на глубину нескольких колец. Отрезается несколько колец, хомут передвигается. и так далее. Отрезанные кольца нормализуются в термичке и шлифуются по плоскости в размер. Всё. По крайней мере, мне именно так кольца делали
#32
Byi
-

- Основной экипаж
-
- 104 сообщений
Рулевой 3-го класса
- Из:д. Поньгома
-
Судно: Карбас (самострой)
-
Название: карбас
Отправлено 23 апреля 2010 - 11:18
По моему на моторе стоит моноблок, возможно заблуждаюсь. Установкой "сухой" гильзы?Дык имелось ввиду,что геометрия зеркала цилиндра будет восстановлена в первую очередь,а уж по ней изготовлены новые кольца.Чинить так чинить,чтобы еще надолго моторчика хватило.
Вполне приемлемо.Не совсем так. Сначала протачивается труба с запасом, потом фрезеруется с нужным зазором по всей длине заготовки, потом специальным хомутом сжимается и протачивается в размер снаружи и внутри на глубину нескольких колец. Отрезается несколько колец, хомут передвигается. и так далее. Отрезанные кольца нормализуются в термичке и шлифуются по плоскости в размер. Всё. По крайней мере, мне именно так кольца делали
Поделитесь лучшим, при наличии только токарного, ну и плиты для шлифовки с оправкой.Методов изготовления поршн.колец-не один десяток.Это Вы пытались иммитировать точение колец из болвана по копиру в худшем его исполнении с присутствием ударных нагрузок резца в прорези на каждый оборот,а потом сделайте вывод о качестве поверхности входных-выходных кромок в районе прорези и последующем качестве замковых поверхностей поршневых колец.
#33
валенок
-
- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 23 апреля 2010 - 21:33
www.redmotor.ru/dvigatelgaz51/45.htmlПо моему на моторе стоит моноблок, возможно заблуждаюсь. Установкой "сухой" гильзы?
Вполне приемлемо.
Поделитесь лучшим, при наличии только токарного, ну и плиты для шлифовки с оправкой.
#34
Byi
-
- Основной экипаж
-
- 104 сообщений
Рулевой 3-го класса
- Из:д. Поньгома
-
Судно: Карбас (самострой)
-
Название: карбас
Отправлено 24 апреля 2010 - 09:01
Хорошая ссылка, но способ предложенный Rex исключает одну из ответственных операций, термофиксацию.www.redmotor.ru/dvigatelgaz51/45.html
А для "кустаря" это не маловажно.
#35
валенок
-
- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 24 апреля 2010 - 09:43
Попробуйте тот способ.Внутренний диаметр получить возможно,а как проточить наружный диаметр-это под вопросом,тем более,что сделать это нужно за один установ заготовки и что будет с целостностью кромок в районе прорези в момент отрезания кольца.И как выглядит специальный хомут?Хорошая ссылка, но способ предложенный Rex исключает одну из ответственных операций, термофиксацию.
А для "кустаря" это не маловажно.
#36
Byi
-
- Основной экипаж
-
- 104 сообщений
Рулевой 3-го класса
- Из:д. Поньгома
-
Судно: Карбас (самострой)
-
Название: карбас
Отправлено 24 апреля 2010 - 11:41
Как мы точим разрезные втулки, точно так же и в этом случае. Изготовить пластичный сжим (сжимы хомуты) не так и сложно, заготовка с припуском, чтоб после сжатия хватило убрать эллипс, за раз, пару колец. Замок можем шлифануть, предварительно оставив припуск и тут.Попробуйте тот способ.Внутренний диаметр получить возможно,а как проточить наружный диаметр-это под вопросом,тем более,что сделать это нужно за один установ заготовки и что будет с целостностью кромок в районе прорези в момент отрезания кольца.И как выглядит специальный хомут?
Ведь "серия" нам не нужна, лишь бы восстановить свой мотор, ну может еще друга.

#37
валенок
-
- Капитан
-
- 7 961 сообщений
.....-так себе.
- Из:Речновск
Отправлено 24 апреля 2010 - 12:23
И таким методом можно попробовать.Моя ссылка на метод термофиксации-это я самолично видел и участвовал в процессе ремонта компрессора в условиях простейших мастерских автобата.Солей не применяли-только нагрев в муфельной печке.Как мы точим разрезные втулки, точно так же и в этом случае. Изготовить пластичный сжим (сжимы хомуты) не так и сложно, заготовка с припуском, чтоб после сжатия хватило убрать эллипс, за раз, пару колец. Замок можем шлифануть, предварительно оставив припуск и тут.
Ведь "серия" нам не нужна, лишь бы восстановить свой мотор, ну может еще друга.
#38
Byi
-
- Основной экипаж
-
- 104 сообщений
Рулевой 3-го класса
- Из:д. Поньгома
-
Судно: Карбас (самострой)
-
Название: карбас
Отправлено 24 апреля 2010 - 14:39
Безусловно, ваш метод, как нужно, но порой бывает исходим из того, как возможно с тем же результатом на выходе. С минимальными потерями в качестве, или вообще без оных.И таким методом можно попробовать.Моя ссылка на метод термофиксации-это я самолично видел и участвовал в процессе ремонта компрессора в условиях простейших мастерских автобата.Солей не применяли-только нагрев в муфельной печке.
#40
Dimon7
-

- Основной экипаж
-
- 257 сообщений
Рулевой 2-го класса
- Из:Саратов
-
Судно: гулянка
Отправлено 04 мая 2010 - 18:00
Никаких камней подводных нет, вот только от ЗАЗа проблематично стартер найти, именно такой у меня стоит. Бендекс можно ручной, а можно со втягивающим реле.Всем привет,а кто-нибудь ставил стартер на Л12 ? От чего можно поставить и какие подводные камни?
#41
Вад1979
-

- Основной экипаж
-
- 13 сообщений
Юнга
- Из:Энгельс
-
Судно: Мотолодка
-
Название: Гулянка
Отправлено 05 мая 2010 - 10:08
привет землякам,а кроме заз,ни от чего большене подходит?Никаких камней подводных нет, вот только от ЗАЗа проблематично стартер найти, именно такой у меня стоит. Бендекс можно ручной, а можно со втягивающим реле.
#42
Alexzet
-

- Основной экипаж
-
- 11 сообщений
Юнга
- Из:Москва
Отправлено 05 мая 2010 - 20:51
Сам столкнулся с такой проблемой. Лучшее что нашел по каталогам: FIAT panda(Cinquecento 0,91) размер:номинал 65,0 мм, толщина 1,5+1,5+3. Если конечно по 2 кольца в одну канавку попробовать поставить, что получится? В реале не могу и такие кольца найти... Если есть другое решение (кроме изготовления) большая просьба отписать.Народ помогите где на этот мотор найти кольца компрессионные или от чего-нибуть другого поставить, очень надо выручайте.


#46
Dimon7
-
- Основной экипаж
-
- 257 сообщений
Рулевой 2-го класса
- Из:Саратов
-
Судно: гулянка
Отправлено 04 июня 2010 - 00:04
Воду нагнетает винт в трубку которая стоит в ~1 см. от него, направлена отверстием в сторону бака. Стартер зависит от того какой венец напресуешь на маховик, лично у меня - от москваря, стартер вроде от жужика.
#47
Suh
-

- Капитан
-
- 2 674 сообщений
Яхтенный капитан
- Из:Иркутск
-
Судно: Разные, были...
Отправлено 04 июня 2010 - 09:44
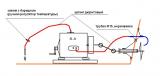
Делал такое примитивное охлаждение. На швартовых у Л-12 не прокачивает, у Л-6 когда как. На ходу всё ОК. Реверса и нейтрали, всё равно, не было.
Более корректно - подогреть входу на входе, пропустив через рубашку, на выхлопной трубе, за одно – охлаждение её и коллектора.
Применяют выпуск воды в выхлопную трубу. Я против. Когда течёт через патрубок за борт, на ходу под рукой всегда горячая вода: помыть посуду, руки, голову, …. Пустячок, а приятно…
Следует иметь ввиду, что подобное, простейшее охлаждение, допустимо лишь, на старинных чугуняках. Современные двиг. такого не потерпят.
Прикрепленные изображения



Ответить










Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 скрытых пользователей

